На чтение 12 мин. Просмотров 1 Опубликовано
Содержание
- Паспорт и инструкция по эксплуатации содержани е
- Технологическая карта и протокол сварки полиэтиленовых труб
- Содержание
- Форма технологической карты на сварку полиэтиленовых труб
- Карта технологического процесса сварки полимерных труб встык нагретым инструментом
- Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
- Протокол сварки полиэтиленовых труб или муфт
Паспорт и инструкция по эксплуатации содержани е

для сварки полиэтиленовых труб
с помощью фитингов с закладными нагревателями
ПАСПОРТ И ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2. Технические характеристики 3
2.2. Нагрузочная характеристика 4
4. Свидетельство о приемке 5
5. Гарантии изготовителя 5
6. Требования к пользователям 5
8. Конструкция и органы управления 6
9. Порядок установки аппарата 7
10. Подготовка аппарата к работе 7
12.1. Краткое описание меню 8
12.1.2. Установка параметров 9
12.1.3 Установка даты и времени 9
12.1.4. Вывод архива данных 10
12.1.5. Дополнительные функции 10
12.2. Особенности работы в основных режимах 11
12.2.1. Установка параметров 11
12.2.3. Установка даты и времени 15
12.2.6. Регулировка контрастности дисплея 19
13. Техническое обслуживание 21
14. Диагностика и устранение неисправностей 22
______________________________________________________________________________________________
ПРОИЗВОДИТЕЛЬ:
ООО «Автоматизированное Оборудование для Сварки Трубопроводов» (ООО «АОСТ»)
121374, г. Москва, Можайское шоссе, д. 4, корп. 1. пом. 8.
Телефон: (495) 440-01-32, (910) 413-95-81.
1. Назначение.
Аппарат «ПРОТВА» предназначен для сварки полиэтиленовых труб с помощью полиэтиленовых фитингов с закладными нагревателями. Трубы применяются для транспорта газообразного топлива, а также воды и других жидкостей.
Аппарат «ПРОТВА» регулирует напряжение на клеммах электросварного фитинга, обеспечивая последний необходимым количеством энергии для правильного плавления полиэтилена и надежного сваривания контакта фитинг – труба. Аппарат позволяет работать с различными уровнями выходного напряжения и тока, что обеспечивает возможность использования фитингов разных производителей как российских, так и зарубежных.
Информация о параметрах фитингов и параметрах сварочного цикла находится в штрих-коде фитинга и вводится в аппарат автоматически при помощи считывающего устройства, что исключает возможность неверного ввода данных оператором. Аппарат «ПРОТВА» позволяет также использовать ручной ввод данных параметров фитингов и сварочного цикла.
Аппарат «ПРОТВА» обеспечивает протоколирование процесса сварки. В памяти аппарата хранится информация (протоколы) о параметрах проведенной сварки по каждому сварному стыку, которая содержит: параметры сварки, значение температуры окружающей среды, а также данные об объекте, операторе, информацию о производителе, типе и размере фитинга. Вся эта информация по каждому стыку может быть передана на компьютер или записана на переносной флеш накопитель через разъем USB на передней панели.
Аппарат имеет плавный запуск. Перед каждой сваркой вначале проверяется нагрузка на отсутствие короткого замыкания, далее проверяется сопротивление нагрузки. Проверка производится при низком выходном напряжении, парой коротких импульсов, не приводящих к увеличению температуры фитинга. При включении сварки напряжение подаётся не сразу, а постепенно, в течение 1 секунды плавно нарастает от минимального значения до заданного.
Компенсация температуры окружающей среды производится путём изменения времени сварки в соответствии с измеренной температурой и информацией, содержащейся в штрихкоде фитинга.
Аппарат «ПРОТВА» изготавливается согласно ТУ 2002-1 и в соответствии с ГОСТ Р ИСО 12176-2-2011.
Обозначение аппарата по ГОСТ Р ИСО 12176-2-2011 — P24US1VKADX, что означает:
Р2 — низкое напряжение питания (от 50 до 250В);
4 — выходная мощность больше 3 кВт, но меньше 4 кВт;
U — регулировка выходного напряжения;
S1 — очень низкое безопасное выходное напряжение (от 8 до 42 В);
V — изменяемые параметры сварки;
KA — ручной и автоматический ввод данных;
D — аппарат оснащен системой для считывания данных;
Х — многоцелевой (работает с фитингами разных производителей).
2. Технические характеристики.
2.1. Технические характеристики приведены в таблице 1.
Таблица 1
Считыватель штрихового кода.
4. Свидетельство о приемке.
Аппарат для сварки полиэтиленовых труб «ПРОТВА» номер _________ прошел приемо-сдаточные испытания и признан годным к эксплуатации.
Дата выпуска _______________________
Представитель ОТК _________________
Свидетельство о продаже
Организация __________________________________________
Дата продажи _______________________
Представитель_______________________
5. Гарантии изготовителя.
5.1. Гарантийный срок эксплуатации аппарата составляет 12 месяцев с даты продажи.
5.2. Безвозмездный ремонт или замена аппарата в течение гарантийного срока эксплуатации производится при условии соблюдения потребителем правил эксплуатации, транспортирования и хранения.
5.3. Срок службы аппарата – не менее 10 лет.
5.4. Адрес изготовителя: 121374, г. Москва, Можайское шоссе, дом 4, к. 1, пом. 8
ООО «Автоматизированное Оборудование для Сварки Трубопроводов» (ООО «АОСТ»)
Телефон: (495) 440-01-32, (910) 413-95-81.
5.5. Ежегодное диагностирование и проверка, гарантийное обслуживание и ремонт производится по адресу:
ООО «Автоматизированное Оборудование для Сварки Трубопроводов» (ООО «АОСТ»)
121374, г. Москва, Можайское шоссе, дом 4, к. 1, пом. 8
Телефон: (495) 440-01-32, (910) 413-95-81.
6. Требования к пользователям.
Оператор должен иметь соответствующую квалификацию. Только специально обученный, квалифицированный и имеющий разрешение оператор может быть допущен к работе на данном аппарате. Оператор несет ответственность за третьих лиц, находящихся в рабочей зоне. Оператор должен прочесть и усвоить правила эксплуатации.
7. Меры безопасности.
Аппарат «Протва» соответствует требованиям ТР ТС 004/2011 «О безопасности низковольтного оборудования».
Прежде чем приступить к работе с аппаратом, необходимо тщательно ознакомиться с паспортом и правилами по эксплуатации.
Через каждые 12 месяцев эксплуатации аппарата, а также после хранения свыше 12 месяцев на складе производится проверка аппарата в соответствии с технической документацией.
Извлеките прибор из упаковки, проведите внешний осмотр, очистите от пыли, проверьте комплектность и выдержите в эксплуатационных условиях в течение двух часов.
Меры безопасности при обслуживании аппарата.
При эксплуатации аппарата должны выполняться правила электробезопасности, т.к. на него подается переменное напряжение 220 В. Обслуживающий и ремонтный персонал должен руководствоваться в работе документом «МЕЖОТРАСЛЕВЫЕ ПРАВИЛА ПО ОХРАНЕ ТРУДА (ПРАВИЛА БЕЗОПАСТНОСТИ) ПРИ ЭКСПЛУАТАЦИИ ЭЛЕКТРОУСТАНОВОК» ПОТ РМ 016-2001 РД 153-34.0-03.150-00
К обслуживанию аппарата и управлению во время работы допускаются лица:
— имеющие соответствующую квалификацию;
- знающие правила эксплуатации данного аппарата и изучившие настоящий паспорт;
- знающие правила техники безопасности;
Для безопасной работы необходимо выполнять следующие правила:
— включение аппарата в сеть производить только через розетку с заземляющим контактом;
— для дополнительной защиты при питании аппарата от стационарной сети клемму ЗЕМЛЯ аппарата соединить с защитным заземлением;
— следить за исправностью кабелей и качеством контактов;
- аппарат должен устанавливаться на сухое рабочее место;
- не допускается попадание воды внутрь аппарата.
Запрещается:
— работать с аппаратом при сломанной или демонтированной сетевой вилке;
— использовать электрические кабели с поврежденной изоляцией или плохим соединением;
- наступать на соединительные кабели или тянуть за них;
— работать при снятых передней и задней панелях с включенным напряжением питания;
- оставлять работающий аппарат без присмотра;
- производить ремонтные и регулировочные работы с электрической частью аппарата в полевых условиях,;
- касаться незащищенными частями тела неизолированных частей контактов силового кабеля, включенного в сеть аппарата.
8. Конструкция и органы управления.
Органы управления аппаратом, соединительные разъемы, клемма заземления, элементы конструкции и кабели представлены на рис 2., и рис 3.

Рис.2. Аппарат «ПРОТВА» вид спереди.
1. Корпус. 2. Защитный каркас. 3. Амортизатор. 4. Оптический карандаш для считывания ШК (в чехле).
5. Разъём USB для переносного флеш накопителя (закрыт крышкой). 6. Разъём RS232 для связи с персональным компьютером (закрыт крышкой). 7. Датчик температуры окружающего воздуха.
8. Индикатор. 9. Сетевой выключатель. 10. Кнопка «СТАРТ». 11. Кнопка «СТОП». 12. Кнопка «ВПЕРЁД».
13. Кнопка «НАЗАД» 14. Кнопка «БОЛЬШЕ». 15. Кнопка «МЕНЬШЕ».

Рис.3. Аппарат «ПРОТВА» вид сзади.
1. Сетевой кабель. 2. Предохранитель 25А.
3. Предохранитель 0,16 А. 4. Клемма заземления. 5. Силовой кабель.
Источник
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.
Содержание
В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:
- нагретым инструментом (НИ);
- закладными нагревателями (ЗН);
- нагретым газом (НГ);
- экструзионная сварка (Э).
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
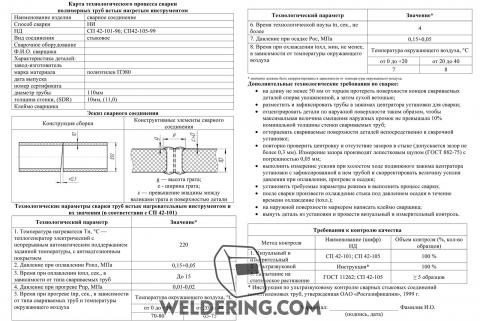
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Технические характеристики | Единицы измерения | Значение |
| Диапазон изменения выходного напряжения | В | 8 — 48 |
| Дискретность изменения выходного напряжения | В | 0.1 |
| Отклонение напряжения от заданной величины | % от *номинального значения | не более
± 1.5 |
| Максимальный ток нагрузки | А | 100 |
| Погрешность индикации тока | % от максимального значения | не более ± 1,5 |
| Диаметр свариваемых муфт | мм | 20 — 400 |
| Диапазон сопротивлений закладных нагревателей | Ом | 0,2 — 10 |
| Диапазон задания времени нагрева | с | 1 — 9999 |
| Дискретность задания времени нагрева | с | 1 |
| Отклонение времени нагрева от заданной величины | с | не более 0.1 |
| Используемый штриховой код | Interleaved 2 of 5 | |
| Число сварочных циклов, одновременно хранимых в памяти | 6000 | |
| Время хранения информации в памяти | лет | неограниченно |
| Погрешность часов реального времени | с за сутки | не более ± 10 |
| Время установления рабочего режима | с | 30 |
| Напряжение питания:
шт. |
Примечание | |
| Аппарат для сварки полиэтиленовых труб «ПРОТВА». | 1 | |
| Паспорт и инструкция по эксплуатации | 1 |
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
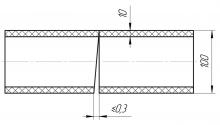
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
 |
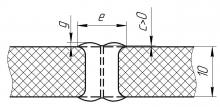 |
g — высота грата;
е — ширина грата;
с — превышение впадины между валиками грата и поверхностью детали
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
| Технологический параметр | Значение* |
|---|---|
| 1. Температура нагревателя Тн, °С — теплогенератор электрический с непрерывным автоматическим поддержанием заданной температуры, с антиадгезионным покрытием | 220 |
| 2. Давление при оплавлении Ропл, МПа | 0,15+0,05 |
| 3. Время при оплавлении tопл, сек., в зависимости от типа свариваемых труб | до 15 |
| 4. Давление при прогреве Рпр, МПа | 0,01-0,02 |
| Температура окружающего воздуха, °С | |
| от 0 до +20 | от 20 до 40 |
| 70-80 | 65-75 |
| 6. Время технологической паузы tп, сек., не более | 4 |
| 7. Давление при осадке Рос, МПа | 0,15+0,05 |
| Температура окружающего воздуха, °С | |
| от 0 до +20 | от 20 до 40 |
| 7 | 8 |
* значения должны быть скорректированы в зависимости от температуры окружающего воздуха.
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ≥ 5 образцов |
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификапия», 1999 г.
| Разработал: | (подпись, дата) | Фамилия И.О. |
Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
| Наименование изделия | сварное соединение | |||
| Способ сварки | ЗН | |||
| НД | СП 42-101-96; СП 42-105-99 |
|||
| Вид соединения | стыковое | |||
| Сварочное оборудование | ЗНШ | |||
| Ф.И.О. сварщика | ||||
| Характеристика деталей: | ||||
| завод-изготовитель | ||||
| марка материала | ||||
| дата выпуска | ||||
| номер сертификата (ГОСТ/ТУ) | ||||
| диаметр трубы | 50 мм | |||
| толщина стенки, (SDR) | 4,5 мм (11,1) | |||
| Клеймо сварщика | ||||
| Технологические параметры сварки* | ||||
| Температура окружающего воздуха, °С | Наружный диаметр трубы, мм | Толщина стенки, мм | SDR | Время охлаждения после сварки, мин |
|---|---|---|---|---|
| 20 | 50 | 4,5 | 11,1 | 7 |
*При сварке на аппаратах с ручным вводом параметров режима сварки указывают их действительные значения.
Дополнительные технологические требования по сварке:
- произвести обрезку труб под прямым углом к их осям;
- пометить на торцах участок сварки длинной не менее 0,5 длины фитинга от края;
- произвести зачистку механическим способом поверхности деталей в зоне сварки от оксидного пленки на глубину 0,1—0,2 мм;
- провести снятие фаски на внутренней и наружной поверхностях торца трубы;
- при помощи приспособления придать трубе в зоне сварки круглую форму;
- обезжирить зону сварки;
- маркером на поверхность трубы нанести отметки на расстоянии 0,5 длины фитинга от торца трубы;
- закрепить детали в позиционере или на выравнивающих опорах;
- вставить подготовленные торцы труб в фитинг, после чего подключить его к сварочному аппарату;
- в сварочный аппарат, при помощи карандаша, записать параметры сварки, которые указаны на штрихкоде этикетки фитинга;
- включить сварочный аппарат и осуществить сварку;
- провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100% |
| 2. Испытания на сплющивание | СП 42-101; СП 42-105 | > 2 образцов |
| Разработал: | (подпись, дата) | Фамилия И.О. |
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Образец протокола сварки полиэтиленовых труб можно скачать по ссылке.
Источник
Характеристики и инструкция по работе БАРБАРА-USB-Компакт
Благодаря своей конструкции, типа “моноблок”, сварочный аппарат для электромуфтовой сварки “Барбара USB Компкт” имеет единый корпус в который входит: микропроцессор блока управления, электронный блок мощности, понижающий трансформатор. Аппарат мобилен, его легко переносить при помощи специальной ручки, расположенной на верхней части корпуса, он подключается к любой розетке с переменным напряжением 220 В, 50-60 Гц или к генератору тока.
Сварочный аппарат для электромуфтовой сварки “Барбара USB Компкт” имеет специальный сканер для считывания параметров сварки со штрих-кода, на котором производители электросварных фитингов зашифровывают информацию о параметрах сварочного цикла, напряжения, времени сварки, что обеспечивает безопасность, свойственную данному автоматизму, исключает возможность неверного ввода данных оператором.
Штрих-код, адаптируясь к параметрам выбарнным производителем, освобождает термопласт от необходимости совершенсвоваться с изменением, либо появлением новых фитингов. Помимо ввода параметров сварочного цикла с помощью штрих-кода, муфтовый сварочный аппарат “Барбара USB Компакт” позволяет использовать ручной ввод, доступ к которому может быть закрыт.
Диагностика сварочных аппаратов для чайников
Барбара Компакт USB хранит информацию (протоколы) о параметрах проведения сварки по каждому сварному стыку, а также данные об объекте, операторе, дополнительную информацию. Вся эта информация по каждому стыку может быть распечатана на принтере, для обеспечения контрля технологического процесса сварки или может быть перенесена на персональный компьютер с помощью USB флеш носителя. В работе аппарата используется традиционный принцип диалога с оператором, при котором оператор, в зависимости от выбранного уровня прослеживаемости, контролирует прохождение этапов сварочного цикла с помощью соответствуюих сообщений на ЖК дисплеет.
Конструкция и органы управления БАРБАРА-USB-Компакт
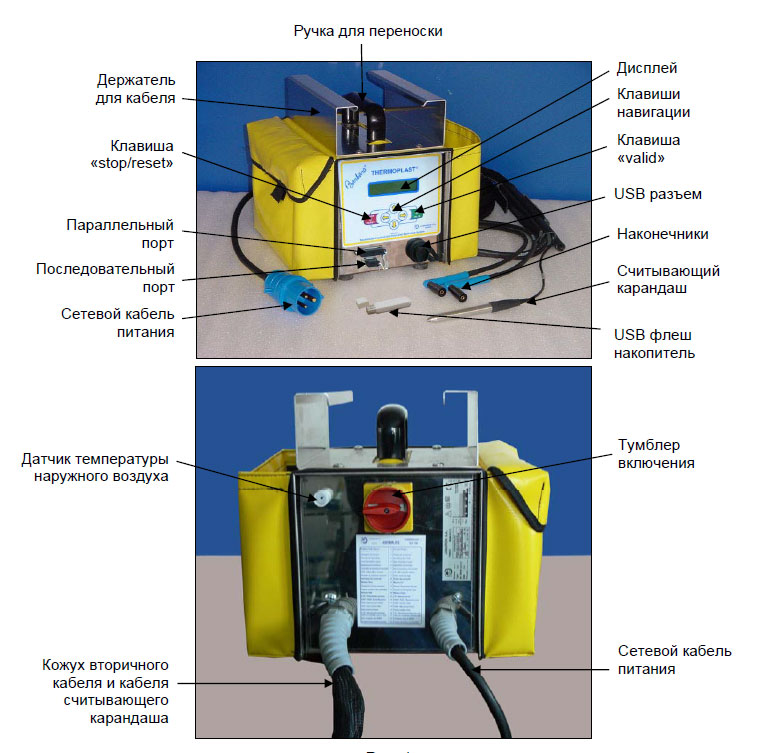
Термопласт Барбара Компакт USB выполнен в металлическом нержавеющем корпусе, защищенном чехлом желтого цвета (в последнее время аппараты поставляются без чехла, но в пластиковом ящике). На чехле имеются специальные карманы для хранения кабелей. Аппарат имеет сетевой кабель питания, вторичный кабель с наконечниками для подключения к фитингу, кабель оптического карандаша для автоматического ввода информации.
Ввод кабелей в корпус осуществляется через два гермоввода, которые находятся на задней панели аппарата и обеспечивают требуемую степень защиты корпуса и соединения. На задней панели также располагается тумблер включения аппарата.
На лицевой панели расположены ЖК-дисплей и клавиши управления. ЖК-дисплей представляет собой двухстрочный 20-ти разрядный индикатор, предоставляющий всю необходимую оператору информацию в доступном для него виде.
Управление дисплеем осуществляется при помощи следующих кнопок управления:
- “VALID” – позволяет подтвердить текущий этап и перейти к следующему;
- “STOP” – позволяет отменить текущий этап и вернуться к предыдущему;
- стрелки “вверх” и “вниз” – позволяют выбрать конкретный параметр или ввести его значение;
- стрелки “влево” и “вправо” – позволяют перемещать курсор по экрану.
Подготовка аппарата к работе
Прежде чем подключить аппарат, следует проверить:
- характеристики источника питания (
Прежде чем подключать сетевой кабель к источнику питания, убедитесь, что тумблер включения аппарата находится в положении ВЫКЛ.
При применении генератора, прежде чем перевести тумблер в положение ВКЛ следует подождать стабилизации режима работы двигателя.

Эксплуатация
Режимы работы аппарата
Для пользователя доступны три режима работы аппарата: РАБОТА, ПРОГРАМ-МИРОВАНИЕ и режим распечатки данных.
Режим ПРОГРАММИРОВАНИЕ предназначен для задания требуемых при эксплуатации рабочих параметров, которые хранятся в памяти аппарата и используются при каждом цикле сварки.
Режим РАБОТА является основным эксплуатационным режимом, в котором последовательно шаг за шагом вводятся параметры каждого этапа сварочного цикла и производится сварка.
Режим распечатки данных позволяет распечатать информацию по сваренным стыкам, хранящуюся в памяти аппарата или передать ее на персональный компьютер с помощью USB флеш накопителя.
Читайте так же: Диаметр вентиляционной трубы для санузла
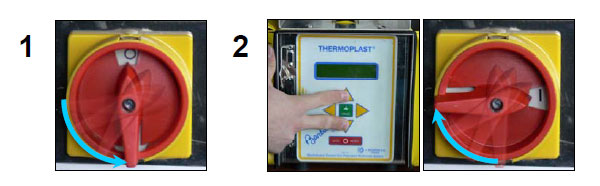
Режим ПРОГРАММИРОВАНИЕ
Для входа в режим ПРОГРАММИРОВАНИЕ нужно:
- Отключить аппарат;
- Включить аппарат, одновременно нажав и удерживая клавиши “вверх” и “вниз”. Клавиши удерживаются в утопленном положении до появления первого сообщения.
Порядок программирования аппарата Барбара Компакт USB.
При работе в режиме ПРОГРАММИРОВАНИЕ для подтверждения введенных параметров и перехода к последующим этапам программирования нажимайте клавишу “VALID”, для отмены операции и возврата к предыдущим этапам – “STOP”.
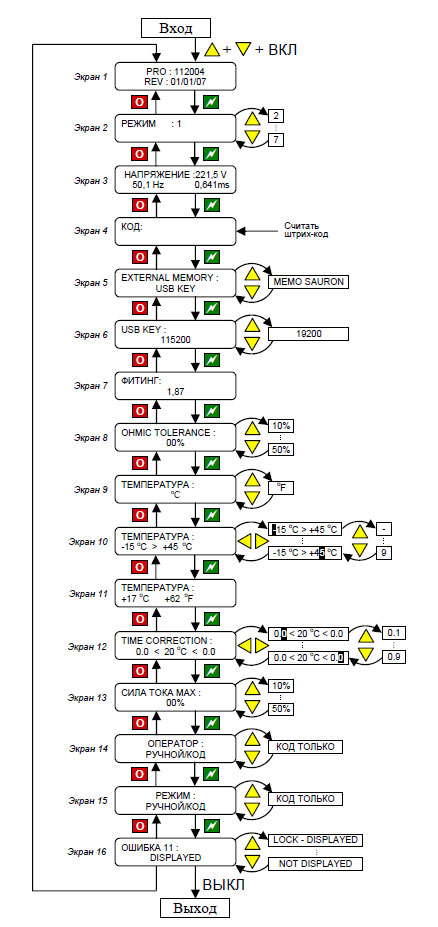
Экран 1. На дисплее отображаются дата производства аппарата (параметр PRO) и дата прохождения следующего тех. обслуживания (параметр REV).
При наступлении даты очередного прохождения тех. обслуживания на экране высвечивается информационное сообщение, предупреждающее о необходимости проведения поверки, либо аппарат блокируется (опция), не давая возможности проведения сварки.
При проведении сварочных работ на аппарате не прошедшем в положенные сроки тех. обслуживание, на распечатке данных по этой сварке будет добавлено сообщение, предупреждающее о необходимости проведения поверки. По умолчанию в аппарате установлена периодичность поверки – 1 год. Срок поверки вводится в аппарат только специалистами сервисного центра.
Экран 2. Выбор сценария работы аппарата
Предусмотрено семь сценариев работы аппарата в основном эксплуатационном режиме РАБОТА. Они отличаются набором параметров и различной информации сварочного цикла, запрашиваемых у оператора. В соответствии с выбранным режимом (сценарием) работы аппарата меняется структура сообщений, выводимых на дисплей в основном эксплуатационном режиме РАБОТА.
Выбор режима происходит с помощью клавиш “вверх” и “вниз”.
Сообщения, выводимые на дисплей на различных этапах ввода информации основного эксплуатационного режима работы аппарата, представлены в таблице:

Экран 3. Параметры переменного напряжения в сети.
На экране отображается значение напряжения в сети, частота и период колебания тока
Экран 4. Проверка считывания штрих-кода.
С помощью оптического карандаша считайте штрих-код. На экране отображается информация, считанная со штрих-кода
Экран 5. Тип внешней памяти.
На этом этапе с помощью клавиш “вверх” и “вниз” выбирается тип внешней памяти:
- “USB KEY” – при использовании USB флеш накопителя;
- “MEMO SAURON” – при использовании памяти “СОРОН”.
Экран 6. Скорость USB порта.
С помощью клавиш “вверх” и “вниз” выбирается скорость передачи данных через USB порт – 115200 бит/с или 19200 бит/с. Рекомендуется использовать скорость 115200 бит/с.
Экран 7. Сопротивление фитинга.
На экране отображается реальное измеренное сопротивление закладных нагревателей (спирали) фитинга.
Экран 8. Допустимый диапазон отклонения сопротивления фитинга.
С помощью клавиш “вверх” и “вниз” выбирается допустимый диапазон отклонения сопротивления фитинга считанного со штрих-кода от действительного сопротивления спирали фитинга. Диапазон отклонения указывается в процентном отклонении – от 0% до 50%. Рекомендуется использовать диапазон 10%.
Экран 9. Единица измерения температуры.
С помощью клавиш “вверх” и “вниз” можно выбрать единицу измерения температуры – в градусах Цельсия ( о C) или в градусах по Фаренгейту ( о F)

Экран 10. Диапазон рабочих температур наружного воздуха.
На этом этапе задается диапазон температур наружного воздуха (в соответствии с нормативными документами), при котором возможно производить сварочные работы. Если сварка производится при температуре наружного воздуха находящейся вне этого диапазона, аппарат выдаст ошибку №2 и не позволит производить сварку!
Для изменения значений температуры перемещайте курсор с помощью клавиш “влево” и “вправо” , выбирайте нужное значение с помощью клавиш “вверх” и “вниз”.
Экран 11. Отображение температуры наружного воздуха.
На экране отображается измеренная температура наружного воздуха в градусах Цельсия и по Фаренгейту.
Экран 12. Корректировка времени сварки.
На данном этапе устанавливаются два корректирующих время сварки коэффициента, в зависимости от температуры окружающего воздуха – один при температуре меньше 20 о C, второй – при температуре больше 20 о C. По умолчанию на заводе установлены нулевые значения коэффициентов.
Экран 13. Максимальная сила тока.
На данном этапе выставляется максимальная сила тока, выдаваемая аппаратом, в процентах от номинальной – 0%, 10%, 20%…50%.
Экран 14. Способ ввода данных оператора.
На данном этапе выбирается способ ввода данных оператора, который проводит сварку – либо со штрих-кода и вручную (РУЧНОЙ/КОД), либо только вручную (КОД ТОЛЬКО).
Читайте так же: Прохождение маточных труб в челябинске
Экран 15. Способ ввода параметров фитинга.
На данном этапе выбирается способ ввода параметров фитинга, который проводит сварку – либо со штрих-кода и вручную (РУЧНОЙ/КОД), либо только вручную (КОД ТОЛЬКО).
Экран 16. Выбор режима работы аппарата при заполненной внутренней памяти.
На данном этапе выбирается режим работы аппарата при заполненной внутренней памяти (ошибка №11). Доступны следующие режимы:
“DISPLAYED” – аппарат отображает ошибку 11 и при этом позволяет проводить сварку, стирая первоначальные протоколы.
“LOCK” – “DISPLAYED” – аппарат отображает ошибку 11 и при этом блокирует возможность сварки.
“NOT DISPLAYED” – аппарат не отображает ошибку 11 и при этом производит сварку, стирая первоначальные протоколы.
Для выхода из режима ПРОГРАММИРОВАНИЯ необходимо выключить аппарат, переведя тумблер включения в положение ВЫКЛ.
Электромуфтовый аппарат
Аппарат для электромуфтовой сварки «БАРБАРА-USB-Компакт»
Аппарат для электромуфтовой сварки “Барбара Компакт USB” поливалентного типа вырабатывает постоянную и плавно возрастающую выходную мощность, которая производится на нескольких регулируемх уровнях напряжения и силы тока, что обеспечивает возможность использовать аппарата с электросварными фитингами разных производителей диаметром от 16 до 1600 мм.
Технические характеристики:
- Тип электромуфтового сварочного аппарата – Моноблок Поливалентный Штрих-код,
- Напряжение питания – 230 В, 50-60 Гц,
- Напряжение на выходе 8 – 44 В,
- Мощность (максимальная) – 3000 VA – 80 Amps,
- Рабочая температура наружного воздуха – от -15ºС до +45ºС,
- Защита IP54,
- Внутренняя память – 970 циклов записей – протокол/квитанция,
- Интерфейс – последовательный: 9600 бод, параллельный,
- Внешняя память – USB флеш носитель,
- Размеры – 35 х 23 х 16 см.
- Вес – 20 кг.
Сварочный аппарат “ОНДИН-Компакт”
Параметры проведенной сварки по каждому сварному стыку, а также следующую контрольную информацию: данные об объекте, операторе, дополнительную информацию. Вся эта информация по каждому стыку может быть распечатана на принтере, для обеспечения контроля технологического процесса сварки. Аппарат подсоединяется к генератору или к обычной электросети (источник питания:
Термопласт типа “моноблок” – это сварочный аппарат в едином корпусе, который состоит из:
- микропроцессорного блока управления;
- электронного блока мощности;
- понижающего трансформатора.
Термопласт Ондин Компакт поливалентного типа вырабатывает постоянную и плавно возрастающую выходную мощность, которая производится на нескольких регулируемых уровнях напряжения и силы тока, что обеспечивает возможность использования аппарата с электросварными фитингами (фитингами с закладными нагревателями) разных производителей.
Технические характеристики “ОНДИН-Компакт”
- Тип электромуфтового сварочного аппарата – Моноблок Поливалентный Штрих-код,
- Напряжение питания – 230 В, 50-60 Гц,
- Напряжение на выходе 8 – 44 В,
- Мощность (максимальная) – 3200 VA – 80 Amps,
- Рабочая температура наружного воздуха – от -15оС до +45оС,
- Защита IP 54,
- Без внутренней памяти (для модели без системы протоколирования),
- Внутренняя память – 970 циклов записей – протокол/квитанция (для модели с системой протоколирования),
- Интерфейс – последовательный: 9600 бод, параллельный,
- Внешняя память – ГАЛЕ,
- Нержавеющий корпус;
- Размеры – 35 х 23 х 16 см.
- Вес – 20 кг.
Электромуфтовый сварочный аппарат “Е-Мануель”
Электромуфтовый сварочный аппарат “Е-Мanuel” имеет тип “моноблок”, т.е. имеет единый корпус, который состоит из: микропроцессорного блока управления, электронного блока мощности, и понижающего трансформатора. Благодаря единому блоку электромуфтовый сварочный аппарат “Е-Мануель” мобилен, его можно подсоединить к любой розетке 220 В, 50-60 Гц, или к мобильному генератору.
Сварочный аппарат для электромуфтовой сварки “Е-Мануель” вырабатывает постоянную и плавно возрастающую выходную мощность, которая производится на нескольких регулируемых уровнях напряжения и силы тока, что обеспечивает возможность использования аппарата с электросварными фитингами разных производителей диаметром от 16 до 1200 мм.
В аппарате используется ручной ввод параметров сварки. Благодаря наличию жидкокристаллического дисплея, вся вводимая в аппарат информация, отображается на нем, что позвояет контролировать прохождение этапов сварочного цикла.
Источник: solidiron.ru
Виды Ошибок В Процессе Сварки — Rothenberger ROWELD ROFUSE Basic 48 V2.0 Instructions For Use Manual
обслуживание) необходимо подтвердить нажатием кнопки «START/SET» (Пуск/задать).
Отправить сварочный автомат на завод или в авторизованный сервис для проведения
технического обслуживания и проверки.
• «Eingabefehler» (Ошибка ввода)
Код введен неправильно. При вводе параметров сварки вручную не было задано время
сварки. В настройке даты введен недействительный диапазон.
• «Protokollspeicher voll» (ЗУ протоколов заполнено)
ЗУ протоколов заполнено. Вывести сварочные протоколы и отключить контроль ЗУ.
Если контроль ЗУ протоколов отключен, новый протокол записывается на место самого
• «Ausgabe abgebrochen» (Вывод прерван)
Во время распечатки или передачи данных сварки возникла ошибка, которую
невозможно было удалить.
Виды ошибок в процессе сварки
При возникновении всех ошибок в процессе сварки раздается звуковой сигнал.
• «Unterspannung» (Недостаточное напряжение)
Входное напряжение меньше 175 В. Если ошибка присутствует дольше 15 секунд,
процесс сварки прерывается. Если напряжение опускается ниже 170 В, процесс сварки
моментально прерывается.
• «Überspannung» (Избыточное напряжение)
Входное напряжение превышает 290 В. Если ошибка присутствует дольше 15 секунд,
процесс сварки прерывается.
• «Widerstandsfehler» (Ошибка сопротивления)
Значение сопротивления подключенного сварного фитинга выходит за пределы
считанного допуска.
• «Frequenzfehler» (Ошибка частоты)
Частота входного напряжения выходит за пределы заданного допуска (42 – 69 Гц).
• «Spannungsfehler» (Ошибка напряжения)
Проверить напряжение и мощность генератора. Выходное напряжение не соответствует
считанному значению; сварочный автомат необходимо вернуть на завод для проверки.
• «Strom zu niedrig» (Слишком низкая сила тока)
Данное сообщение появляется при моментальном прерывании подачи тока или в
случае, если в течение 3 секунд сила тока падает больше чем на 15 % в секунду.
• «Strom zu hoch» (Слишком высокая сила тока)
Значение выходного тока слишком велико; источники ошибки: короткое замыкание
спирали нагревательного элемента фитинга или в сварочном проводе. Во время
пускового периода верхнее значение отключения в 1,18 раза больше начального
значения, в остальных случаях верхний предел зависит от нагрузки и превышает
значение пускового тока на 15 %.
• Аварийная остановка
Процесс сварки прерван нажатием кнопки «STOP/RESET» (Стоп/сброс).
• «Windungsschluss» (Межвитковое короткое замыкание)
Сила тока во время сварки отличается от заданного значения на 15 % вследствие
короткого замыкания спирали нагревательного элемента фитинга.
• Netzunterbrechung bei der letzten Schweißung (Сбой сети при последней сварке)
Предыдущая сварка выполнена не до конца. В ходе ее выполнения сварочный автомат
был отключен от источника электропитания. Чтобы продолжить работу, необходимо
подтвердить сообщение нажатием кнопки «STOP/RESET» (Стоп/сброс), см. раздел 9.4.
Источник: www.manualslib.com
Электромуфтовый сварочный аппарат БАРБАРА USB Компакт J. Sauron

Сварочные аппараты серии Термопласт предназначены для сварки фитингов с закладным нагревательным элементом из полиэтилена и полипропилена.
Технические возможности аппаратов обеспечивают работу с фитингами любых производителей без ограничения диаметра.
Прочный, надежный и защищенный корпус позволяет проводить работы в самых тяжелых полевых условиях.
Параметры сварочного цикла вводятся автоматически считыванием стандартного штрих-кода фитинга, или используется ручной ввод данных.
Аппарат контролирует весь процесс сварки, регистрирует параметры сварки, возможные ошибки и сбои.
Протоколы сварки могут быть распечатаны на принтере или переданы на персональный компьютер, используя параллельный, последовательный или USB интерфейсы.
В работе аппарата используется традиционный принцип диалога с оператором, при котором оператор контролирует прохождение этапов сварочного цикла в зависимости от выбранного уровня степени прослеживаемости.
Входное напряжение 180..270 В
Частота 45..65 Гц
Потребляемый ток 20 А макс.
Мощность 4,5 кВт
Выходное напряжение 8-48 В
Сила тока 97 А макс.
Диапазон рабочих температур -20оС…+50оС Корпус, степень защиты IP54
Габариты 295х285х282 мм
Диаметры свариваемых труб, мм 16-1600
Ввод данных фитинга и оператора со штрихкода при помощи считывающего карандаша да Ручной ввод данных да Контроль процесса сварки да Протоколирование да Внутренняя память 970 протоколов USB-интерфейс да Последовательный порт да Параллельный порт да Наконечники сварочных проводов 4.0 и 4.7 мм да Два больших кармана для принадлежностей да
Источник: www.standeks.ru
Сварочный аппарат барбара коды ошибок
Сварочный аппарат БАРБАРА USB КОМПАКТ с протоколом

Электромуфтовый сварочный аппарат предназначен для сварки фитингов с закладными нагревателями из полиэтилена и полипропилена
- сканирование штрих-кода
- ручной ввод штрих-кода
- ручной ввод параметров сварки
- система протоколирования
- наконечники сварочных проводов 4,0 и 4,7 мм
- USB-порт
- транспортный контейнер
Технические параметры
| Производитель | CTF SAURON |
| Мин. диаметр свариваемых труб | 16 мм |
| Макс. диаметр свариваемых труб | 1600 мм |
| Опции | протоколирование / USB-порт / штрих-код / ручной ввод |
| Входное напряжение, В | 180…270 |
| Частота | 45…65 Гц |
| Потребляемый ток, А | 20 А макс. |
| Мощность, кВт | 4,5 |
| Выходное напряжение, В | 8 – 48 |
| Сила тока, А | 97 |
| Ввод данных фитинга и оператора со штрих-кода при помощи считывающего карандаша | Да |
| Ручной ввод данных | Да |
| Диапазон рабочих температур | -20°C…+50°C |
| Корпус, степень защиты | IP54 |
| Контроль процесса сварки | Да |
| Протоколирование | Да |
| Внутренняя память | 970 протоколов |
| USB-интерфейс | Да |
| Последовательный порт | Да |
| Параллельный порт | Да |
| Наконечники сварочных проводов 4.0 и 4.7 | Да |
| Два кармана для принадлежностей | Да |
| Общий вес | 19 кг кг |
| Вариант источника питания | Бензиновый генератор Plutonelec 60 |
| Габариты | 184х285х282 мм |
Ознакомиться с полным прайс-листом электромуфтового сварочного оборудования Вы можете по ссылке: прайс-лист.
394029, г Воронеж
ул. Героев Стратосферы, 22г
+7 (473) 241-06-07
+7 (473) 241-06-03
+7 (432) 241-00-44
Источник: its-polimer.ru
Ремонт сварочных инверторов своими руками

Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
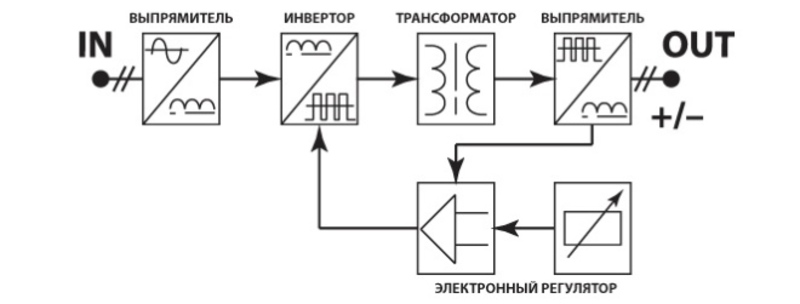
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации.
Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего.
Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки

Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене.
Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки

Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты.
Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.

При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:

- Подгорание резисторов.
- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
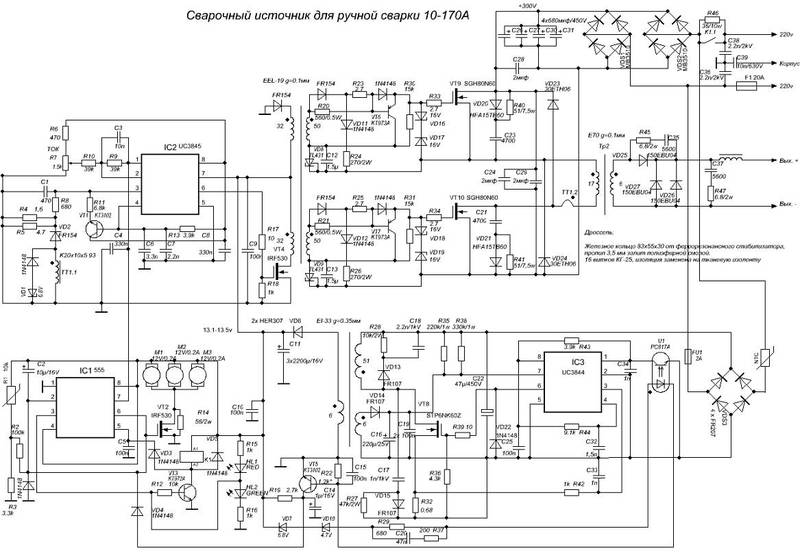
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.

Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью.
Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Originally posted 2018-07-04 08:14:15.
Источник: pochini.guru
- 22 Май 2021
Пришел данный аппарат. На дисплее нет информации ,только подсветка. Новый дисплей подкинул. При включении пишет на дисплее-Включите питание снова. Переключение не помогает. На плате питание -+ 5 вольт +9 присутствует. Никто не сталкивался с данной неисправностью в таком аппарате?

- 22 Май 2021
кар, ну ты ж не чайник, по фотке морды тут не гадают… Начинка какая? Проц? Силовая часть?
Сталкивался я с более навороченым (со сканером штрихов) забугорным. Но передняя панель совсем другая была
- 22 Май 2021
Porter сказал(а):
кар, ну ты ж не чайник, по фотке морды тут не гадают… Начинка какая? Проц? Силовая часть?
Сталкивался я с более навороченым (со сканером штрихов) забугорным. Но передняя панель совсем другая была
Я так думаю начинка тут не поможет. Это наверно только тем ,кто сталкивался. Производитель Россия. Процессор Р80С31. Выход — какой то оптосимистор.
-

IMG_20210522_121143.jpg
390,7 КБ
· Посмотрено: 155

- 22 Май 2021
- 22 Май 2021
кар, с твоим подходом надо сервис производителя искать а не на форум Если передумаешь, то:
пойми как проц общается с внешним миром, откуда знает подключена ли муфта, какая, закончен ли процесс сварки, нету ли аварии.
Сейчас не выполнено какое-то условие старта (напряжение/сопротивление/ток/температура). Вот и кури мануал и думай что зачем и когда контролируется.
Может проц видит утечку на симисторе или КЗ в нагрузке вот и не стартует, или думает, что температура запредельная.
- 22 Май 2021
Porter сказал(а):
кар, с твоим подходом надо сервис производителя искать а не на форум
Если передумаешь, то:
пойми как проц общается с внешним миром, откуда знает подключена ли муфта, какая, закончен ли процесс сварки, нету ли аварии.
Сейчас не выполнено какое-то условие старта (напряжение/сопротивление/ток/температура). Вот и кури мануал и думай что зачем и когда контролируется.
Может проц видит утечку на симисторе или КЗ в нагрузке вот и не стартует, или думает, что температура запредельная.
Аппарат должен включаться даже без подключенной муфты,неважно закончен процесс сварки и так должен включаться. Какое условие не выполнено -непонятно. Производитель говорит-привозите.
- 22 Май 2021
кар, ты для начала литы беременные поменяй. Прямо на фотке видно… Сразу сходу тему создавать то зачем, может оно все там «малой кровью»…
- 22 Май 2021
Blindy сказал(а):
кар, ты для начала литы беременные поменяй. Прямо на фотке видно…
Сразу сходу тему создавать то зачем, может оно все там «малой кровью»…
Литы не беременные. Может так на фото получилось. Проверены все ЕСР.
- 22 Май 2021
кар сказал(а):
Ну тебе виднее… А мне что-то показалось, что возле транзистора крупного (или че там) и с краю платы — дутые слегка.
А замерам я бы не доверил и тупо махнул бы все на новые, чтобы не заморачиваться.
- 22 Май 2021
Blindy сказал(а):
кар сказал(а):
Ну тебе виднее… А мне что-то показалось, что возле транзистора крупного (или че там) и с краю платы — дутые слегка.
А замерам я бы не доверил и тупо махнул бы все на новые, чтобы не заморачиваться.
Они лаком покрытые. И кажутся на фото -как дутые. Че то как то привык замерам доверять. Махну -попробую.
- 22 Май 2021
генерация не срывается? Что на rst?
- 22 Май 2021
Евгений В.В сказал(а):
генерация не срывается? Что на rst?
Генерация не срывается. RST не проверял. Но ведь сообщение то выдает. Перепроверю. По идее Портер прав,что-то ему не нравится, что-не знаю.
- 22 Май 2021
кар сказал(а):
На плате питание -+ 5 вольт +9 присутствует
пульсации?
- 22 Май 2021
кар, память программ внешняя — разобраться можно полностью.
Только это очень долго и многотрудно. При наличии сервиса производителя — совершенно не оправдано.
Пс. Я так понял, что ты даже схему рисовать не хочешь ?
- 22 Май 2021
Konstantin_18 сказал(а):
кар, память программ внешняя — разобраться можно полностью.
Только это очень долго и многотрудно. При наличии сервиса производителя — совершенно не оправдано.
Пс. Я так понял, что ты даже схему рисовать не хочешь ?
Эту нет. она очень большая.Да и не поможет в данном случае. С программой памяти не разберусь.
- 22 Май 2021
кар, там ключевое «Производитель говорит-привозите.»
- 22 Май 2021
Porter сказал(а):
кар, там ключевое «Производитель говорит-привозите.»
Перепроверю еще все что смогу. И будут отправлять.
- 19 Окт 2021
жаль раньше не прочитал тему..сам сношался с этим агрегатом.. без схем кисло но посильно 
проверь нет ли отгорания дорожки земли на краю около разъёма — там где больше штырьков — если есть, то приготовься к ремонту пера считывателя штрихкода — енжели так — там скорее всего умер транзистор в стабилизаторе тока в sot23 и сам светодиод — ток должен быть 5ма -светодиод фирмы марктеч оптоэлектроника в корпусе то42 с линзой и малым углом на 660нм..это раз.. сам светодиод должен светиться при включении аппарата — если не светится значит бяда.. а причина тишины на экране тогда связана со смертью таракана в 16 лап (не помню какой там -но чет простенькое совсем), что стоит на краю платы под процессором — он как раз делает красивым фронт импульса с пера и на том же кристалле чет там из клоков организовано — потому и стопорится вся песня с запуском ..
на этом война может и не закончиться -потому что прилетело по корпусу пера в таком случае что то не кислое..
аборт по телефону дело не простое и для начала хватит.. хоть и опоздал месяца на три с лекарством .. может кому пригодится —удачи.
К сварке относятся не только те аппараты, которые предназначены для сваривания металлических изделий, хотя они и являются основными. С учетом интенсивного развития пластика и прочих химических материалов в промышленной и бытовой области, появилась необходимость в сваривании и данных материалов. Сварочный аппарат Протва используется для соединения концов полиэтиленовых труб. Техника обеспечивает контролирование установленного режима электропитания нагревателей, производимых из металла, закладываемых в соединяющиеся детали, чтобы получить максимально надежное их скрепление, при соблюдении требуемого режима.

Сварочный аппарат Протва
Сфера использования оборудования является не столь широкой, так как высокая стоимость техники не дает возможности применять ее частными лицами в быте. Но полиэтиленовые и пластиковые трубы применяются также в химической, пищевой и прочих промышленных сферах. Сами аппараты используются в мастерских предприятия или в отдельных учреждениях, которые занимаются ремонтом и монтажом пластиковых труб.
Сварочный аппарат Протва для сварки полиэтиленовых труб является сложным техническим изделием. В его основе лежит блок с микропроцессорами для управления понижающим трансформатора и регулирования напряжения.
Преимущества сварочного аппарата Протва 

- Производитель сварочных аппаратов Протва наделил их качественной электроникой, которая отлично справляется со своими прямыми обязанностями;
- Техника может работать с трубами практически любой используемой толщины и диаметра, так как она рассчитана на универсальную работу;
- Внутренняя память может содержать данные о 6000 проделанных соединениях с настройками и прочими параметрами;
- Здесь присутствует оптическая система считывания штрих кода фитинга, которая распознает его модель и автоматически ставит настройки в то положение, которое будет наиболее оптимальным для его сваривания;
- Высокий коэффициент полезного действия;
- Безопасность работы для самого сварщика;
- Низкое энергопотребление;
- Возможность работы от бытовой розетки;
- Защит от скачков напряжения в сети;
- Данная разновидность техники представлена на рынке не столь широко, поэтому, среди немногих конкурентов это весьма качественная и надежная техника.
Недостатки
- Техника оказывается достаточно хрупкой, так что использовать ее рекомендуется преимущественно в помещении;
- Диапазон рабочих температур низкий по минимальным значениям, так что при сильном морозе, ниже -15 градусов Цельсия, использовать аппарат не стоит;
- Карандаш, в который встроен оптический считыватель, является очень хрупким и подверженным механическим повреждениям, вследствие чего он может быстро сломаться;
- Сварочный аппарат Протва с RS232 является очень дорогим, в сравнение с обыкновенными сварочными аппаратами, так что позволить его могут только развитые компании.
Конструктивные особенности
В составе изделия встречается целый ряд механизмов и электрических систем. Основными конструктивными узлами являются:
- Считывающая плата;
- Индикационная жидкокристаллическая панель;
- Датчик температуры внешней среды;
- Информационный чип;
- Барометр, измеряющий сопротивление во время нагрева оборудования;
- Порт USB для возможности распечатки данных;
- Независимая карта памяти, встроенная в систему для хранения информации о режимах сваривания.
Модельный ряд и технические характеристики
Данной компанией выпускается два вида техники для сваривания полиэтиленовых труб: Протва и Протва ТБД.
Протва предназначена для регулировки напряжения на клеммах сварного фитинга. Она поставляет необходимое количество энергии для правильного расплавления изделия заданной толщины и диаметра. Модель обеспечивает работы с различным уровнем тока и напряжения. В базе автоматического распознавания имеются как отечественные, так и зарубежные фитинги, так что исключается возможность ошибки ввода данных оператором, но ручной ввод также присутствует. Устройство сохраняет в памяти данные по каждому сделанному стыку, в том числе и информацию, кто проводил соединение. Эти данные могут быть распечатаны или переданы на компьютер. Если с его помощью ведется сваривание фитингов большого диаметра, то следует делать перерывы между процессами, чтобы фитинги остывали.
Технические характеристики сварочного аппарата Протва:
|
Параметр |
Значение |
| Диапазон диаметра муфт, которые можно сваривать на этой модели, мм |
20-400 |
| Диапазон рабочего напряжения, В |
190 – 242 |
| Допустимый диапазон частоты сети, Гц |
45 – 66 |
| Максимальная мощность потребления энергии, кВт |
4,5 |
| Напряжение выходное, В |
8 – 48 |
| Максимальный рабочий ток аппарата, А |
100 |
| Порог токовой защиты, А |
110 |
| Диапазон рабочих температур, °С |
-15 / +50 |
|
Каким способом можно вывести информацию с устройства: |
На компьютер USB флэш накопитель RS232 |
|
Ввод параметров для сваривания труб |
Ручной или автоматическое считывание штрихкода |
| Размеры, включая защитную раму, мм |
270 х 400 х 270 |
| Вес, кг. |
18 |
Протва ТБД по многом схож с предыдущей моделью. Основным отличием от нее является то, что эта модель предназначается для работ с трубами большого диаметра. Максимальное значение в данном параметре превосходит практически в три раза обыкновенную Протву. Нижний предел у него такой же. Устройство применяется для ремонта трубопроводов на различных предприятиях и в бытовой сфере. Техника работает с током любых параметров. Она автоматически определяет требуемые параметры, что исключает ошибку. Принцип действия у двух моделей практически одинаковый и не имеет ни каких различий. Здесь также можно обеспечить ручной ввод данных. Объем хранилища данных может содержать до 6 тысяч записей со всеми необходимыми параметрами о процессе сваривания.
|
Параметр |
Значение |
| Диапазон диаметра муфт, которые можно сваривать на этой модели, мм |
20-1200 |
| Диапазон рабочего напряжения, В |
190 – 242 |
| Допустимый диапазон частоты сети, Гц | 45 – 66 |
|
Максимальная мощность потребления энергии, кВт |
4,5 |
| Напряжение выходное, В |
8 – 48 |
| Максимальный рабочий ток аппарата, А |
100 |
| Порог токовой защиты, А |
110 |
| Диапазон рабочих температур, °С |
-15 / +50 |
| Каким способом можно вывести информацию с устройства: |
На компьютер USB флэш накопитель RS232 |
| Ввод параметров для сваривания труб |
Ручной или автоматическое считывание штрихкода |
| Размеры, включая защитную раму, мм |
350 х 350 х 350 |
| Вес, кг. |
22 |

Муфтовый сварочный аппарат Протва ТБД
Критерии выбора
С учетом того, что здесь представлено всего две модели, которые практически идентичны по своему исполнению и имеют лишь небольшую разницу в размерах, стоит обращать внимание на максимальную величину диаметра свариваемого изделия. Стандартная модель варит трубы только до 400 мм. Этого вполне достаточно для большинства процедур, так как в бытовой сфере редко встречаются большие значения. Если же требуется иметь дело с большим диаметром изделий, то следует выбирать аппарат Протва ТБД.
Инструкция по эксплуатации сварочного аппарата Протва
Для начала требуется установить аппарат и закрепить участки трубы в держатели. Между ними следует расположить фитинг, который соединит их. Предварительно нужно считать модель фитинга по штрих коду, чтобы аппарат подобрал необходимые значения для сварки. Если это невозможно сделать, то данные должны быть введены вручную.
Далее все происходит в автоматическом режиме, так как параметры работы задаются предварительно и модель рассчитана на выполнение одного типа действий. Когда процедура будет закончена, то следует дать остыть фитингу перед началом следующей операции по сварке.
Аналоги
Это не единственный производитель на рынке, занимающийся техникой для сварки пластиковых труб. Встречаются еще такие варианты как:
- Turan;
- Roweld;
- Трасса М.
Аппарат для муфтовой сварки полиэтиленовых труб «ПРОТВА»

— диаметр свариваемых фитингов – 20-400 мм
— напряжение питания – 187-253 В
— выходное напряжение — 8-42 В
— максимальная потребляемая мощность – 4,5 кВт
— имеет систему автоматического контроля и управления параметрами сварки
— ввод информации — сканер для считывания штрихкода, ручной
— вывод информации – переносной USB флеш-накопитель
— соответствует ГОСТ ИСО 12176-2-2011
— имеет сертификаты НАКС и ГАЗСЕРТ
— стоимость 160000 рублей
технические характеристики
описание
аппарат оснащен