Определение ошибок базирования и формирование правильной простановки размеров
Цель
работы: для
заданных схем обработок оценить
правильность простановки размеров,
определив при этом имеющиеся ошибки
базирования, и предложить правильный
вариант.
Исходная
информация представляется в виде
различных типовых схем обработок при
изготовлении деталей на металлорежущих
станках. В приведенных вариантах
простановки размеров могут иметь место
размеры, проставленные правильно и
неправильно, лишние размеры, и варианты,
по которым нельзя произвести обработку,
так как не хватает операционного размера.
Правильность
простановки операционных размеров в
представленных вариантах предполагает
соблюдение следующих условий:
-
количество
операционных размеров в конкретном
варианте должно быть равно количеству
обрабатываемых поверхностей, -
ошибка
базирования любого операционного
размера должна быть равна нулю, -
ошибка
базирования оценивается только для
выполняемого операционного размера.
Несоблюдение
первого условия означает, что имеют
место размеры с ошибками базирования
или лишние размеры, а может и то и другое.
Наличие
ошибки базирования на операционный
размер указывает на неправильную его
простановку и обусловливает появление
дополнительного операционного размера,
необходимого для определения ошибки
базирования и для настройки режущего
инструмента.
Лишний
размер – это размер, не определяющий
положения обрабатываемых поверхностей
по данной схеме обработки. При выявлении
такого размера необходимо каждый
операционный размер отнести к конкретной
обрабатываемой поверхности. Размер,
которому не находится соответствия
какой-либо обрабатываемой поверхности,
считается лишним. Его следует убрать
из приведенного варианта простановки
размеров.
На
размеры, непосредственно не выполняемые
по рассматриваемой схеме обработки,
ошибки базирования не определяются.
На
основании анализа выполнения представленных
вариантов простановки операционных
размеров студент предлагает правильный
вариант с соблюдением приведенных выше
условий.
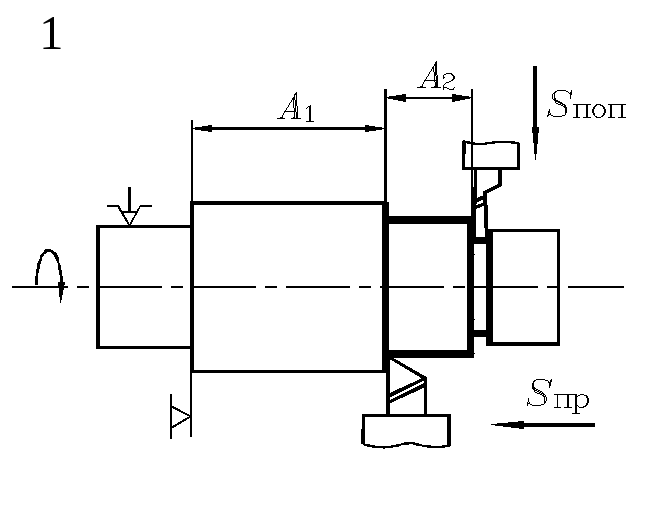
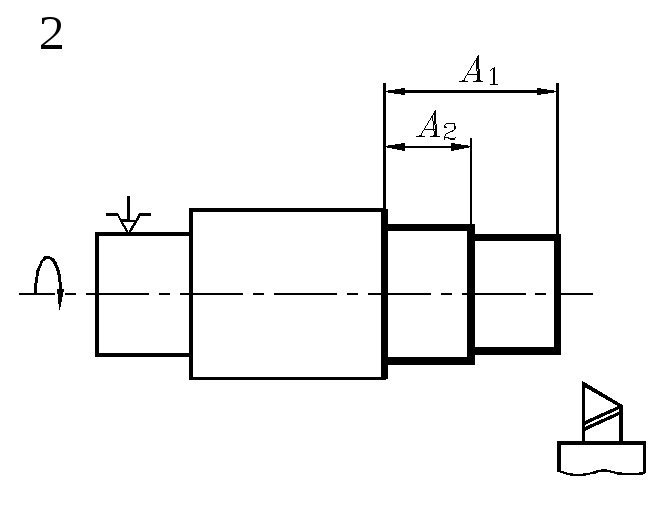
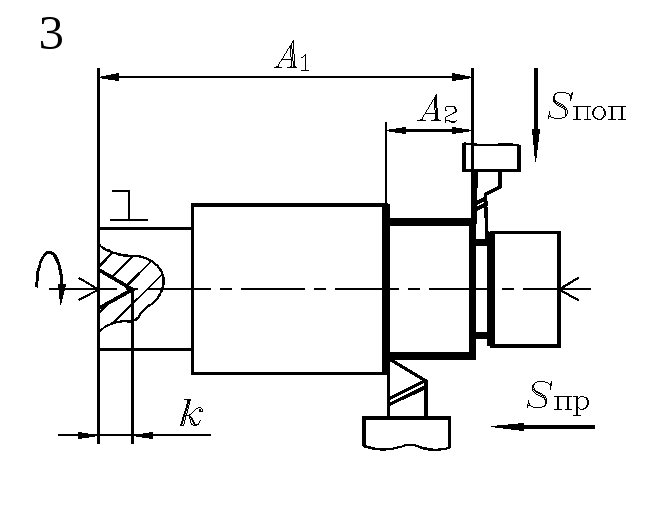
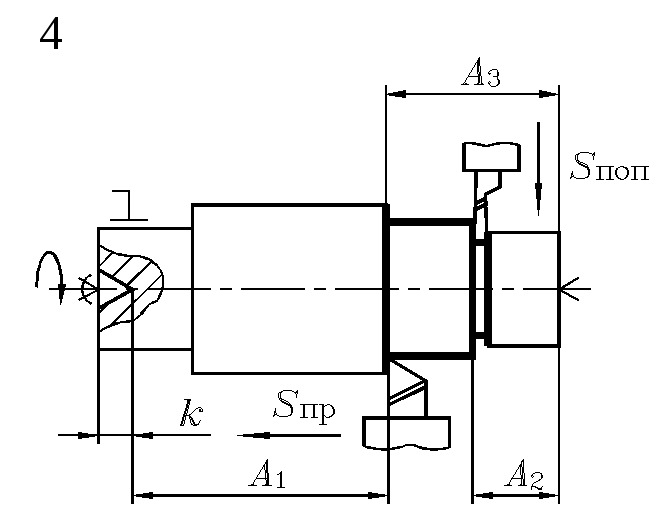
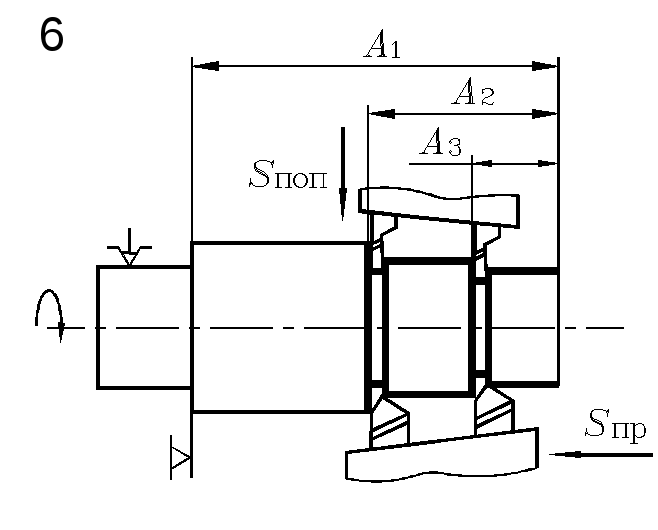
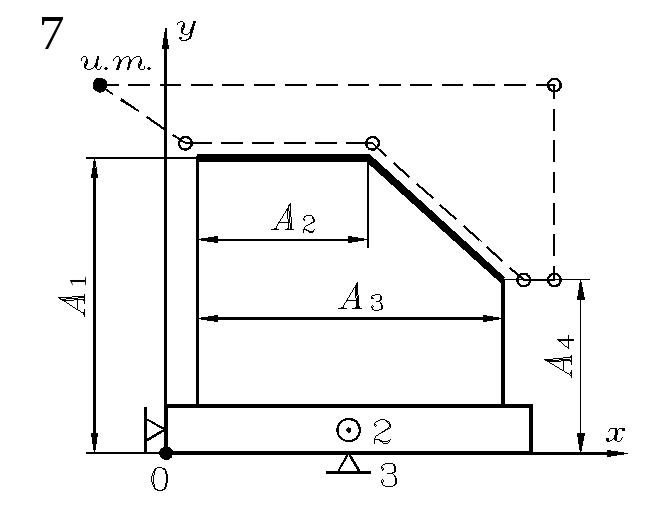
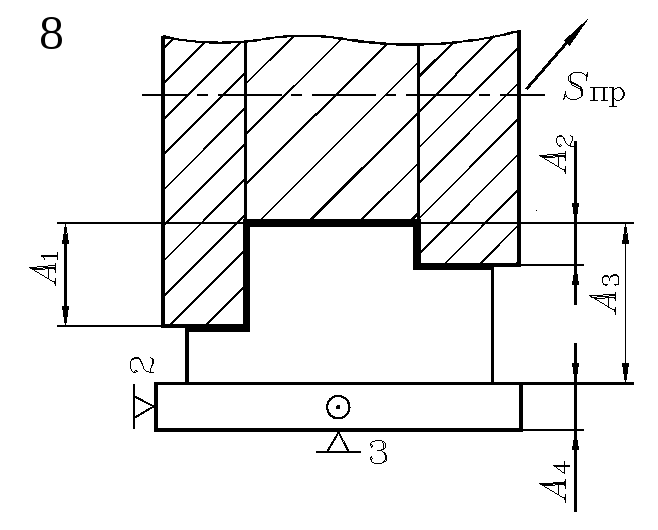
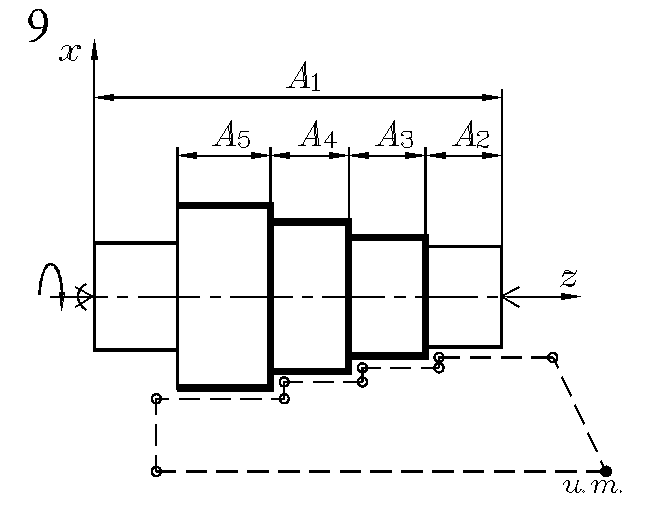
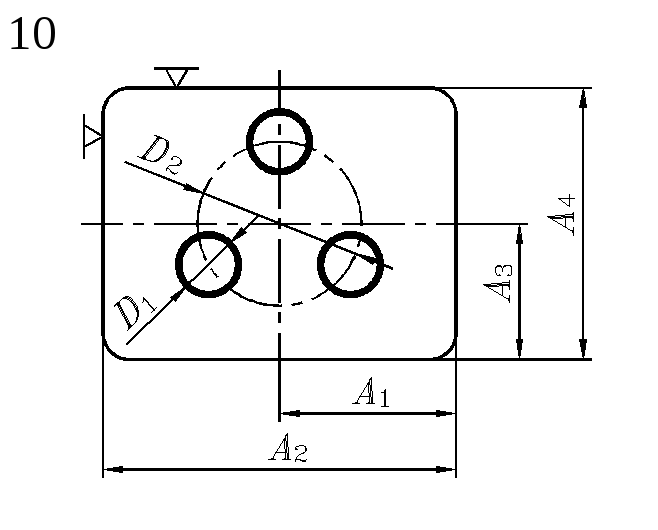
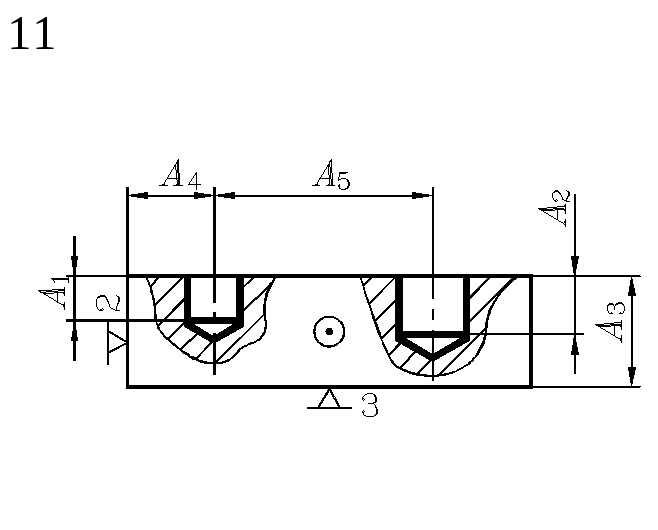
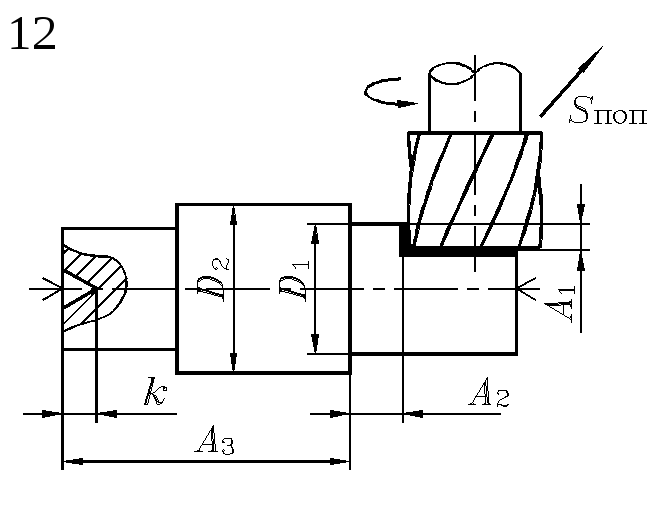
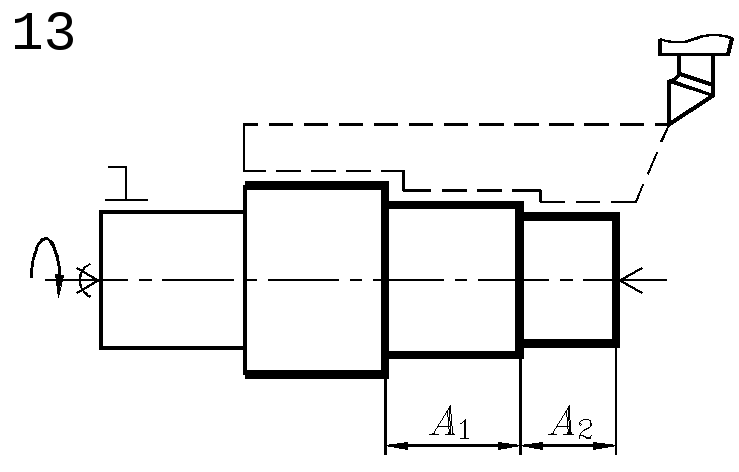
Исходные
схемы обработок с конкретным вариантом
простановки операционных размеров
приведены ниже. Обрабатываемые поверхности
на схемах обработок выделены жирными
линиями. Для каждой схемы обработки
устанавливаются виды применяемого
оборудования и приспособлений.
Исходные
схемы обработок

При
выполнении задания рекомендуется
исходные схемы обработок вычерчивать
на левой половине страницы, а наименование
используемых оборудования и приспособления,
вычисление ошибок базирования и
правильный вариант простановки
операционных размеров привести рядом
на правой половине страницы.
Порядок
выполнения задания для конкретной схемы
обработки
-
Устанавливается
вид оборудования на основании формы
детали, вида обрабатываемых поверхностей,
расположения режущих инструментов и
схемы установки. -
Определяется
вид приспособления или основного
установочного элемента, используя
условное обозначение элементов зажима. -
Выявляются
выполняемые по данной схеме обработки
операционные размеры и определяются
ошибки базирования. -
Вычерчивается
предлагаемая схема обработки с
использованием той же схемы установки
детали и правильным вариантом простановки
операционных размеров.
ЗАДАНИЕ
7
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
1 2 3 4 5 6 7 8 9 10 11
Базирование.
Примеры расчета погрешности базирования и закрепления заготовки.
Основные формулы для расчета погрешности базирования и закрепления заготовки были приведены в предыдущей статье. Теперь рассмотрим несколько примеров.
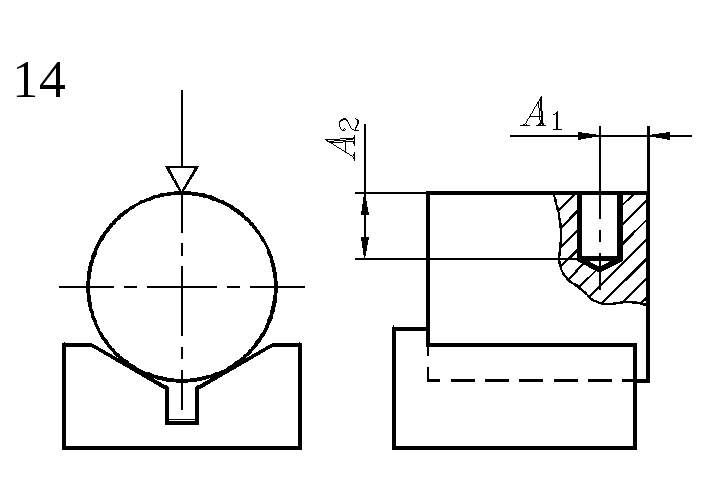
Пример 1.
Деталь втулка устанавливается на цилиндрический палец с буртом. Необходимо обработать ступенчатую поверхность на вертикально-фрезерном станке. Диаметр базового отверстия D=30+0,039 мм, диаметр установочного пальца d=30(-0,007-0,016) мм. Требуется определить ожидаемую точность размеров А1 и А2 (смотри эскиз ниже), если известно, что составляющие погрешности установки (погрешности закрепления и положения заготовки) равны нулю, т. е. EЗ= EП.З=0. Точность метода обработки принимается равной ω=0,120 мм(Косилова А.Г., Мещеряков Р.К, Калинин М.А. «Точность обработки заготовки и припуски в машиностроении»).
Решение:
Как видно из эскиза, заготовка устанавливается на отверстие. При такой схеме установки погрешность базирования размера А1 определяется по уравнению:
0,039+0,007+0,09=0,055 мм
Погрешность базирования при выполнении размера А2 равна нулю поскольку измерительная и технологическая базы совмещены.
Зная, что EЗ= EП.З=0, определим ожидаемую точность выполнения размеров А1 и А2 по уравнению:
0,055+0,120=0,175 мм
0+0,120=0,120
Далее, нам останется сравнить расчетное значение допуска с заданным. Должны выполняться условия:
Пример 2.
Материал заготовки чугун, шероховатость Rmax=200…300 мкм, твердость НВ 170…190. Заготовка устанавливается на рифленые опоры 7034-0379 ГОСТ 13442-68 (D= 20 мм, t=2 мм, b=0,5 мм). Сила действующая на одну опору по нормали Q=2000±300 Н. Допустимый износ опоры [u]=300 мкм. Необходимо определить погрешность закрепления EЗ при наибольшем износе опор приспособления.
Формулы для расчета погрешности закрепления возьмем из справочника под редакцией Б.Н. Вердашкина «Станочные приспособления» (стр. 530, таблица 11).
Определяем погрешность закрепления вследствие непостоянства силы закрепления (ΔQ=600 Н) по формуле:
Определяем погрешность закрепления вследствие неоднородности шероховатости базы заготовки (ΔRmax=100 мкм) по формуле:
Определяем погрешность закрепления вследствие износа опорной поверхности установочных элементов приспособления по формуле:
Суммарная погрешность закрепления будет равна:
Пример 3
Необходимо определить исполнительный размер центрирующей втулки при установке заготовки плоской поверхностью и наружной цилиндрической поверхностью при обработке паза и выполнении размеров А1=50±0,095 мм и А2=75-0,190 мм. Технологической базой является наружная цилиндрическая поверхность, обработанная в размер d=100h8(-0,054) мм. Погрешность положения заготовки EПР, вызываемая износом центрирующей втулки EИ и погрешностью установки приспособления на станке EC, принимаем равной EПЗ=0,040 мм (Корсаков В.С. «Основы конструирования приспособлений»). Точность чернового фрезерования ω=0,060 мм.
Как показывает анализ схемы установки, точность выполнения размера А1, заданного от оси заготовки до обрабатываемой поверхности, будет зависеть от точности диаметра отверстия центрирующей втулки D. Погрешность закрепления EЗ для размера А1 равна нулю – это видно из схемы установки. Исходя из этого принимаем, что точность выполнения размера А1:
где погрешность базирования размера А1 равна:
В данной зависимости составляющие Smin и TD неизвестны. Решая равенство относительно их, получим:

По ГОСТ 25347-82 выбираем поле допуска отверстия так, чтобы соблюдалось условие Smin+TD≥ES
Из таблицы ГОСТ 25347-82 для размеров отверстий в интервале (80…120) мм находим:
При сравнении расчетной величины (Smin+TD)=0,036 с табличным значением верхнего отклонения отверстия (ES), видим, что условию (Smin+TD)≥ES удовлетворяют поля допусков отверстий G5(+0,017+0,012) и G6(+0,034+0,012) мм, которые могут быть приняты в качестве исполнительных размеров центрирующей втулки:
D=100G5 или D=100G6
Если базовая наружная цилиндрическая поверхность заготовки (d) выполнена с отклонениями поля допуска размера не основного вала, то предельные размеры центрирующей втулки (кольца) определяются (после выбора поля допуска отверстия) зависимостями:
Dmax=Dном+(es+ES),
Dmin=Dном+(es+EI)
На рисунке ниже приведена схема расположения полей допусков.
На этом пока все. Если у Вас есть вопросы можно задать их ЗДЕСЬ.
1 2 3 4 5 6 7 8 9 10 11
Список последних статей.
- Статья №1.Определение числовых значений предельных отклонений.
- Статья №2. Резьба коническая дюймовая с углом профиля 60°.
- Статья №3. Как в технологической документации обозначить опоры, зажимы и установочные устройства.
- Статья №4. Основы теории базирования.
- Статья №5. Базирование. Классификация баз.
- Статья №6. Классификация баз по лишенным степеням свободы.
- Статья №7. Основные формулы для расчета погрешностей базирования и закрепления заготовки.
- Статья №8. Примеры расчета погрешности базирования и закрепления заготовки.
- Статья №9. Назначение технологических баз.
- Статья №10. Примеры задач по назначению технологических баз.
- Статья №11. Основы размерного анализа. Размерные цепи.

Автор: Саляхутдинов Роман |
«БОСК 8.0» Познай Все Cекреты КОМПАС-3D
>> Читать Полное Описание << |
Автор: Саляхутдинов Роман |
«БОСК 5.0» Новый Видеокурс. «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
>> Читать Полное Описание << |

Автор: Саляхутдинов Роман |
«Эффективная работа в SolidWorks» Видеокурс. «Эффективная работа в SolidWorks» поможет Вам:
>> Читать Полное Описание << |
Автор: Дмитрий Родин |
«AutoCAD ЭКСПЕРТ» Видео самоучитель По AutoCAD
>> Читать Полное Описание << |
Курс лекций по дисциплине МДК.01.01
«Технологические процессы изготовления деталей машин.
Лекция 23 «Погрешности базирования»
Погрешность базирования — это отклонение фактически достигнутого положения заготовки при базировании от заданного, или требуемого.
Погрешность базирования возникает в следующих случаях:
1. При несовпадении измерительной и технологической баз (см. пример 1 и 3);
2. При смещении измерительной базы, вызываемом смещением технологической базы (см. пример 2).
Пример 1: Фрезерование паза призматической детали в размеры A и B с использованием концевой фрезы (см. рис. 4.1).
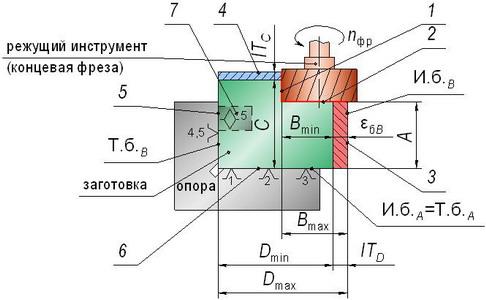
Рис. 4.1 Фрезерование паза призматической детали: 1, 2 — обрабатываемые поверхности; A, B — размеры обработки; C, D — габаритные размеры заготовки; 3, 4 — свободные поверхности; 5, 6, 7 — базовые поверхности
Перед механической обработкой заготовки на настроенном станке (С, Кс, М производства), режущий инструмент (на рис. 4.1 — концевая фреза) настраивается на размеры обработки (на рис. 4.1 — размеры A и B), а затем проводится обработка всей партии заготовок (n 2 шт.). В результате такой «массовой» обработки погрешность базирования входит в допуск на выполняемый размер. Поэтому важно исключить погрешность базирования из процесса обработки.
При нахождении погрешностей базирования необходимо учитывать выбранную схему базирования.
Комплект технологических баз (см. рис. 4.1):
— установочная технологическая база (т. б.) (опорные точки 1, 2, 3);
— направляющая т. б. (опорные точки 4, 5);
— опорная т. б. (точка 6).
Анализ погрешностей базирования проводится для всех размеров обработки.
В данном случае (см. рис. 4.1) проводится фрезерование паза в размеры A и B.
Анализ погрешностей базирования (см. рис. 4.1):
1. Погрешность базирования размера A равняется нулю, т.к. измерительная база (поверхность 6) совпадает с технологической базой (поверхность 6). Краткая форма записи этого выражения:![]()
Размер A измеряется между поверхностями 6 и 2, при этом положение поверхности 6 не изменяется, а положение поверхности 2 изменяется при обработке и определяется допуском ITA на размер A.
Поверхность 6 — технологическая база, т.е. поверхность, по которой деталь устанавливается в приспособление.
Поверхность 6 — измерительная база, т.е. поверхность, от которой измеряется полученный размер.
2. Погрешность базирования размера B не равняется нулю, т.к. измерительная база (поверхность3) не совпадает с технологической базой (поверхность 5):![]()
Положение поверхности 5 остаётся неизменным, а положение измерительной базы (поверхности 3) зависит от размера D и формирует погрешность базирования на размер B:![]()
Вывод:
погрешность базирования равна сумме допусков размеров, связывающих измерительную базу с технологической базой.
Чтобы исключить погрешность базирования на размер необходимо при выборе схемы базирования устанавливать опорные точки на измерительные базы.
Так на рисунке 4.2 показаны два варианта назначения схемы базирования: в одном случае погрешность базирования возникает, а в другом нет.
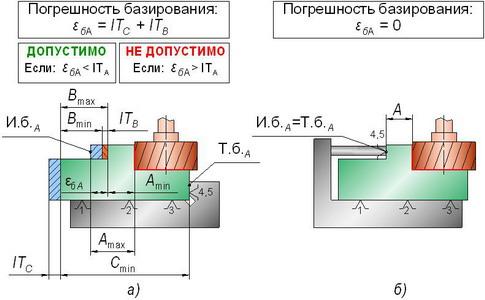
Рис. 4.2 Фрезерование паза призматической детали: а — погрешность базирования возникает; б — погрешность базирования отсутствует
Погрешность базирования может быть допущена технологом (см. рис. 4.2, а — «допустимо»), если в итоге погрешность установки меньше допуска на выполняемый размер.
При этом нужно учитывать то, что на допуск выполняемого размера влияет набор факторов помимо погрешности установки: погрешности оборудования, наладки, режущего инструмента и т.д.
Поэтому необходимо исключить погрешности базирования на стадии проектирования технологического процесса.
Пример 2: Фрезерование паза цилиндрической детали в размер A с использованием концевой фрезы. Установка детали производится в призме (см. рис. 4.3).
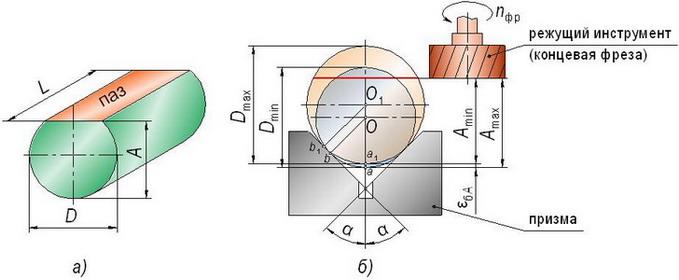
Рис. 4.3 Фрезерование паза цилиндрической детали
При фрезеровании цилиндрической заготовки (см. рис. 4.3) диаметром Dmin, положение технологической базы определяется точкой b, а при фрезеровании заготовки диаметромDmax, положение технологической базы переходит в точку b1.
При настройке режущего инструмента на размер A проводилось фрезерование заготовки диаметром Dmax, и положение измерительной базы определялось точкой a1.
При фрезеровании заготовки диаметром Dmin измерительной базой становится точка a.
В конкретном примере, погрешность базирования размера A возникает за счет изменения положения измерительной базы:
![]()
Тогда, необходимо рассчитать расстояние aa1:![]()
Допуск на диаметр D определяется выражением:![]()
Тогда, выполняется подстановка выражений: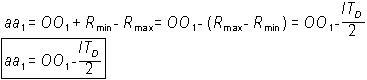
Далее определяется расстояние между центрами окружностей OO1 из прямоугольных треугольников cbOи cb1O1: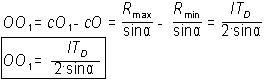
Далее выполняется подстановка OO1 в выражение aa1:
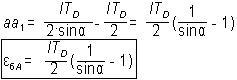
Глубина паза A цилиндрической детали, показанной на рисунке 4.3, задаётся конструктором от нижней точки, но возможны и другие варианты проставки этого размера: от верхней точки B или от оси детали C. При этом погрешности базирования этих размеров, когда деталь устанавливается в призму по схеме рисунка 4.3, будут различаться (см. рис. 4.4).
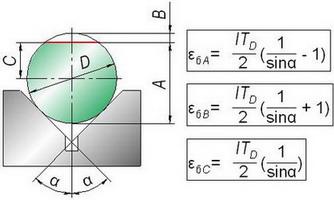
Рис. 4.4 Варианты простановки размеров на глубину паза, отверстия, лыски
Из рисунка 4.4 видно, что максимальная погрешность базирования возникает в случае простановки глубины паза от верхней точки.
Пример 3: Сверление отверстия ступицы в размер A. Установка детали производится на плоскость и цилиндрический палец (см. рис. 4.5).
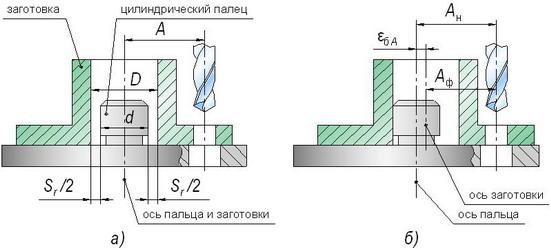
Рис. 4.5 Сверление отверстия ступицы: а — зазор распределен равномерно; б — зазор распределен с одной стороны; A, Aн — размер наладки сверла; Aф — фактический размер, получаемый при сверлении; d— диаметр цилиндрического пальца; D — диаметр отверстия заготовки
На рисунке 4.5 два крайних варианта установки заготовки типа «ступица» на плоскость и цилиндрический палец по посадке с зазором:
1. Случай 1 (см. рис. 4.5, а): заготовка была установлена рабочим ровно по своей оси, при этом погрешность базирования размера A равняется нулю:
![]()
2. Случай 2 (см. рис. 4.5, б): заготовка была сдвинута рабочим к установочной поверхности пальца, при этом возникла погрешность базирования, которая характеризуется несовпадением осей заготовки и пальца при установке:
Погрешность приспособления
определяется следующим выражением:
Выводы и рекомендации:
1. Черновая база всегда должна использоваться для обработки установочных баз. Черновыми установочными базами могут служить поверхности, относительно которых при первой операции обрабатываются чистовые базы.
2. В качестве черновых баз у заготовок, следует принимать поверхности с наименьшими припусками. Не следует принимать за черновые базы поверхности разъема, а также неровные поверхности со следами от прибылей, литников и другими дефектами.
3. Чистовые установочные базы следует выбирать так, чтобы они совпадали с конструкторскими — принцип совмещения баз. Это исключает погрешности базирования. Чистовые базовые поверхности должны иметь наибольшую точность формы и размеров и малую шероховатость.
4. Установочные базы должны обладать наибольшей устойчивостью при базировании и обеспечивать наименьшие деформации заготовки от зажатия и воздействия силы резания.
5. При выборе чистовых баз необходимо стремиться к тому, чтобы обработку поверхностей на всех операциях (установах) осуществлять с использованием одних и тех же установочных баз. Это требование называется принципом постоянства баз.
Пути уменьшения погрешности базирования
Схема простановки размеров при назначении конструкторской базы в значительной степени предопределяет последовательность обработки и выбор установочных баз, тип режущего инструмента, конструкцию приспособлений и т. д.
При разработке техпроцесса выбирают исходные технологические и измерительные базы для каждой операции. Обработку деталей начинают с той поверхности, которая будет служить установочной базой для дальнейших операций.
На первой операции в качестве установочной базы обычно принимают необработанную поверхность (черновую базу).
Если все операции обработки выполнены при одной и той же установочной базе, то используется принцип постоянства баз. Он состоит в том, что для выполнения всех операций обработки деталей используют одну и ту же базу, при этом достигается наибольшая точность.
При выборе как установочных, так и измерительных баз руководствуются принципом совмещения баз: в качестве технологических баз использовать конструкторскую базу, или в качестве измерительной базы – установочную базу.
Погрешности базирования
Существенное влияние на отклонение номинальных от заданных размеров оказывают также базирование заготовки и способ ее закрепления. Погрешность базирования детали Δбаз и погрешность закрепления Δзакр – погрешность установки: Δуст= Δбаз +Δзакр≤ δ – допуск на размер.
Погрешность закрепления образуется при зажатии детали. Погрешность базирования возникает в результате базирования. Для приближенного определения погрешности базирования используют формулу: Δбаз(доп)≤δ-Δзакр, где δ – допуск на размер, Δзакр — величина погрешности закрепления.
|
Вопросы для самопроверки |
|
|
1 |
Погрешность базирования…….. |
|
2 |
Погрешность базирования возникает в следующих случаях: |
|
3 |
Комплект технологических баз …… |
|
4 |
Для каких размеров проводится анализ погрешностей базирования? |
|
5 |
Чтобы исключить погрешность базирования на размер необходимо ….. |
|
6 |
Черновая база всегда должна использоваться для обработки …….. |
|
7 |
В качестве черновых баз у заготовок, следует принимать поверхности ……….. |
|
8 |
Чистовые установочные базы следует выбирать так, чтобы …. |
|
9 |
Установочные базы должны обладать …………… |
|
10 |
При выборе чистовых баз необходимо стремиться к ……… |
1 2 3 4 5 6 7 8 9 10 11
Отклонения от геометрической формы и размеров, возникающие в процессе обработки заготовки, должны находиться в пределах допусков, определяющих максимально допустимые значения погрешностей размеров и формы детали. При механической обработке обеспечение заданной точности зависит от выбора технологических баз и схемы установки заготовок.
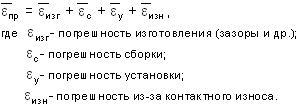
Погрешность установки заготовки можно рассчитать по формуле:

- где,
- ΕБ — погрешность базирования;
- ΕЗ — погрешность закрепления;
ΕП.З — погрешность положения заготовки.

- где,
- ΕУС — погрешность вызванная неточностью изготовления и сборки установочных элементов приспособления;
- ΕИ — погрешность вызванная износом установочных элементов приспособления;
- ΕС — погрешность установки приспособления на станке.
Погрешность базирования возникает в результате базирования заготовки в приспособлении по технологическим базам, не связанным с измерительными базами. При базировании по конструкторской основной базе, являющейся и технологической базой, погрешность базирования не возникает.
Погрешность закрепления образуется из поверхностей, возникающих до приложения силы зажатия и при зажатии. При работе на предварительно настроенных станках режущий инструмент, а также упоры и копиры устанавливают на размер от установочных поверхностей приспособления до приложения нагрузки, поэтому сдвиг установочных баз приводит к погрешностям закрепления.
Погрешности закрепления можно определять расчетным и опытным путем для каждого конкретного способа закрепления заготовки.
Допуск выполнения заданных размеров l может быть определен как.

- где,
- ω — средняя экономическая точность обработки на металлообрабатывающих станках;
- Для принятых методов обработки и схемы установки заготовки расчетное значение допуска Tl должно быть меньше заданного [Tl]:

Для расчета ожидаемой точности инженер-технолог должен определить:
- погрешности базирования в зависимости от принятой схемы установки заготовки в приспособлении;
- погрешности закрепления в зависимости от непостоянства сил зажима, неоднородности шероховатости и волнистости поверхностей заготовок, износа установочных элементов приспособлений;
- погрешности вызываемые износом установочных элементов ΕИ
- исполнительные размеры установочных элементов, обеспечивающие заданную точность обработки и возможность установки заготовок.
Один из важнейших факторов обеспечивающих точность изготовления деталей является точность приспособления. В процессе работы изнашиваются их установочные и направляющие элементы, и приспособление теряет требуемую точность.
- Линейный износ (u) установочных элементов приспособления (опор) определяет погрешность ΕИ
- Для опор: ΕИ=u
- Для призм:

- где,
- α — угол призмы.
- Величину u можно определить по формуле

- где,
- N — число установленных заготовок;
- KУ — коэффициент, учитывающий условия обработки;
- L — длина пути скольжения заготовки по опорам при досылке её до упора, мм (из условий эксплуатации приспособления);
- tm — машинное время обработки заготовки в приспособлении, мин;
- m, m1, m2 — коэффициенты;
- Пl — критерий износостойкости;
- Q — нагрузка на опору, Н;
- F — площадь касания опоры с базовой поверхностью заготовки, мм2;
- HV — твердость материала;
Рекомендации по выбору m, m1, m2, Пl, F, HV можно найти в справочнике под редакцией Б.Н. Вердашкина и др. «Станочные приспособления».
- Допустимая величина износа [u] определяется допустимой величиной погрешности [ΕИ]
- Для опор:[u]= [ΕИ]
- Для призм:

Величина [ΕИ] в предположении что погрешности ΕУС и ΕС можно компенсировать настройкой станка, определяется как

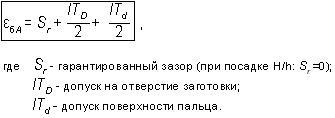
При установке заготовок на отверстие с гарантированным зазором погрешность базирования является основной составляющей погрешности установки и обуславливается величиной зазора между технологической базой и установочным элементом. Максимально возможное значение зазора определяют по уравнению:

- где,
- TD — допуск базового отверстия заготовки (или центрирующей втулки);
- Smin — минимальный зазор в сопряжении;
- Td — допуск на размер установочного элемента (или базовой поверхности заготовки).
Это основные формулы для расчета погрешности базирования и закрепления заготовки. В следующей статье перейдем к практике и рассмотрим расчет погрешностей базирования и закрепления на примерах.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
1 2 3 4 5 6 7 8 9 10 11
Список последних статей
 |
«БОСК 8.0» Познай Все Cекреты КОМПАС-3D
>> Читать Полное Описание Читать Полное Описание Читать Полное Описание Читать Полное Описание |
Источник: https://tehkd.ru/tehn_articles/7_form_baz.html
Расчет погрешности базирования
- При проектировании технологического процесса механической обработки технолог выбирает установочные базы обрабатываемой детали и определяет суммарную погрешность на механическую операцию, от которых зависит точность обработки детали.
- Суммарная погрешность приспособления при выполнении любой операции механической обработки состоит из погрешностей: установки детали, базирования и закрепления.
- При обработке наружных цилиндрических поверхностей деталей тел вращения формула для определения погрешности приспособления имеет вид:
![]()
- где εуст – погрешность установки;
- εбаз – погрешность базирования;
- εзакр – погрешность закрепления.
- При обработке плоских поверхностей деталей формула для определения погрешности приспособления имеет вид:
![]()
Погрешность закрепления εзакр возникает в результате смещения обрабатываемых поверхностей заготовок от действия зажимной силы. Это смещение, если оно и велико, но постоянно по величине, может быть учтено настройкой станка. В ряде случаев, особенно когда применяются пневматические, гидравлические, электромеханические и другие зажимные устройства, обеспечивающие постоянство усилий зажима, погрешность закрепления можно исключить из расчетов.
Значения погрешностей закрепления для различных видов обработки в зависимости от обрабатываемого материала и технологической оснастки приводятся в таблицах 4.6.1 – 4.6.4.
Погрешность базирования εбаз имеет место при несовмещении установочной и технологической баз и зависит от допуска и погрешности формы базовых поверхностей. Формулы для определения погрешности приводятся в справочной литературе [10] и Приложении Б.
Погрешность установки εуст возникает при установке обрабатываемой детали в приспособлении и складываются из погрешности базирования εбаз , погрешности закрепления εзакр и погрешности положения детали εпол , зависящей от неточности приспособления и определяемой ошибками изготовления и сборки его установочных элементов и их износа при работе. Для однопозиционной обработки формула определения погрешности εуст имеет вид:
![]()
Чтобы приспособление обеспечивало заданную точность обработки при работе на настроенном станке, необходимо выдержать следующую зависимость:
![]()
- где δдет — допуск на размер детали в данной операции по операционному эскизу;
- δпр – допуск на неточность изготовления установочных элементов приспособления, влияющий на точность обработки;
- Δобр — сумма погрешностей, зависящая от принятого метода обработки (экономическая точность);
- εуст – погрешность установки.
- Из формулы можно определить допуск на соответствующий размер приспособления:
![]()
- В практике проектирования приспособлений обычно принимают:
 , тогда
, тогда 
- Δобр — можно принять по таблицам средней экономической точности, составленным на основании статических данных;
- εуст – определяется на основании схемы базирования заготовок, величины погрешностей базирования и закрепления приводятся в справочной литературы.
- Пример:
- Рассмотрим анализ точности приспособления, принимаемого при обработке детали набором фрез на горизонтально-фрезерном станке способом автоматического получения размеров.
- Длина детали 35 мм,
- паз — сквозной
- Размеры 10H9 и 12h8 выдерживаются фрезами за счет настройки, а размеры 8h8 и 20h8 – за счет приспособления.
- Чтобы выдержать точность размеров 8h8 и 20h8, должна быть выдержана в допустимых пределах параллельность устаночных элементов приспособления, плоскости основания приспособления и направляющей шпонки приспособления.
- Проверим, как выдерживается точность изготовления размера 8h8 в данном случае:
1. Погрешность базирования εбаз = 0, т.к. установочная, конструкторская и измерительная базы совпадают.
- 2. Погрешность закрепления при установке детали на пластины в приспособлении εзакр = 0,05
- Неточность приспособления определяется:
- 1. Износом установочных элементов для заданного случая εизн = 0,04
2. Погрешностью установки на станке самого приспособления εуст .
- ,
- где Lg = 35мм. – длина детали;
- S = 0,07мм. – величина зазора между направляющими шпонками и пазом стола станка;
- l = 115мм. – расстояние между шпонка;
- тогда
- Суммарная погрешность установки:
- Погрешность обработки, определенная согласно средней экономической точности, для данного случая составит Δобр = 0,1 мм.
- Для обеспечения точности размера 8h8 должно быть выдержано условие , подставляем в уравнение значения входящих в него элементов:
0,2 < 0,195 – условие выдержано, т.е. точность обработки обеспечивается.
Для размера 20h8: εбаз = 0; εзакр = 0,05; εуст пр = 0,01.
Подставив значения составляющих погрешностей в формулы, получим:
Источник: https://studopedia.net/12_14177_raschet-pogreshnosti-bazirovaniya.html
Погрешность базирования понятие, методики, формулы | Строитель промышленник
04.09.2019
Погрешность базирования – отклонение фактической позиции установленной заготовки относительно заданного положения. Она появляется во время процесса базирования – процедуры регулировки расположения заготовки в подобранной системе координат, влияющей на размер исходной детали.
Также погрешность рождается в процессе обработки, сборки и настройки изделия на производственных токарных станках. На точность обработки оказывают влияние такие факторы, как форма детали и её размеры, прописанные инженерами в чертежах или эскизах.
Каждый специалист обязан знать, как определить погрешность базирования, чтобы не совершить ошибок при базировании деталей, её отделке и выполнении установочных работ над заготовками.

Обозначение разрешенной ошибке базирования выполняется в основном по формуле ?Б.ДОП = ? — ?. При её расчёте необходимо учесть, что действительное отклонение должно в любой момент быть меньше предельно возможных значений. Результат который получился измерений всегда будет примерным.
Понятие о погрешностях базирования
На точность обработки оказывают влияние следующие факторы:
- Отличие действительных и номинальных размеров заготовки.
- Отклонение обрабатываемых конструкций от параллельности, перпендикулярности, концентричности и прочих видов точных обоюдных расположений.
- Поломку станков и другого оборудования для производства, которое вызвано неправильным изготовлением его конструкций несущего типа и ключевых деталей. 1 Также 1 из частых причин недобросовестной работы станков считается возникновение щелей на подшипниках, шпинделях и ходовых винтах.
- Деформации заготовки, случившиеся как до начала, так и во время процедуры обработки. Изменения формы детали вызваны неправильностью базирования или низким качеством её поверхностей.
Есть 2 главные разновидности огрехов:
- Погрешность закрепления: вырисовывается при воздействиях на заготовку до или во время её непосредственного зажатия на станке. Это вид обусловлен перемещением установочных баз, которые ограничивают деталь в движении и передвигают её исключительно по одной оси координат. Сдвиг установочной базы обусловлен неверной настройкой приборов и креплений, осуществляющих зажим изделия. В результате, начинается деформирование заготовленного материала.
- Погрешность установки: образуется во время финальной закрепления заготовки в конструкции токарного станка. Она вычисляется путём суммирования величин неточности базирования и неточности заготовки. Основными причинами её появления считается несоответствие форм поверхностей ключевых баз и изобилие стружечных отходов, засоряющих поверхность которая обрабатывается детали. Чтобы уменьшить отклонения изделия, нужно соблюдать принципы сочетания и постоянства установочных баз.
Примерами расчётов неточности базирования являются действия по определению величины отклонения на ровной поверхности, в отверстии (на палец) и на цилиндрической поверхности через призматические приборы. При фрезеровании изделия на ровной поверхности измерительная база равняется установочной базе. Различия фактически отсутствуют, по этому погрешность будет равняться нулю.
Какие обои поклеить на кухне и как сделать это правильно
Базирование детали по отверстию применяется для создания плит и деталей для разных корпусов. В данном случае изменения величины наклона изделия появляются при плохом изготовлении материалов и при появлении лишних щелей, что приводит к полному перекосу отделываемой конструкции.
Если изделие обладает 2 отверстиями, то нужно провести установку на 2 пальца, 1 из которых должен в первую очередь быть ромбической формы.
При отсутствии щелей погрешность будет равняться нулю, так как выполняется принцип сочетания конструкторской и технологичной баз, которые определяет эту величину в случае ремонта. В данном случае правильные размеры заготовленной детали рассчитываются по формуле ?= б/2.
Если же основой отклонения детали стало наличие зазора, то для нахождения размерных параметров необходимо добавить диаметр самого зазора ?= б/2 + ?.
Очень часто изделия, у которых есть отверстия, крепятся в трёхкулачковом патроне. Он дает возможность отверстиям принимать правильную форму окружности.
После закрепления поверхность конструкции возвращается в первое положение, а отверстие частично деформируется. Появляется погрешность базирования, заключающаяся в непрямолинейности зубьев ступенчатого вала станка.
Самой распространённой основой появления данного отклонения считается шаткое закрепление вала станка. Во время установки оправки на передний центр патрона неточности будут эквивалентны.
При базировании деталей в цанговых патронах износы конструкции инструмента для резки перестают оказывать общее воздействие на отклонение заготовки, так как погрешность равна 0.

Для более большой точности работы когда происходит сверление заготовки изделие прикрепляют на столе станка. Торец сверлильного инструмента должен находиться перпендикулярно к оси закреплённой детали.
В центре заготовки проделывают специализированное углубление, чтобы задать сверлильному станку правильное направление и устранить его неисправность. После подготовки инструментов можно начинать процесс высверливания изделия. Сверло подносится к торцу детали и медленно проделывает не очень глубокое отверстие.
Чтобы не позволить смещение сверла, необходимо центровать деталь. Во время процесса высверливания нужно иногда вынимать сверло, чтобы почистить отверстие от грязи и железных опилок.
Для уменьшения трения между сверлом и отверстием используют смазочно-охлаждающие жидкости, компаундированные масла и эмульсионные растворы. Они набирают скорость высверливания и дают возможность делать отверстие за меньший временной промежуток.
Смесители для кухни с краном для питьевой воды, с фильтром
Обширное распространение обрела методика закрепления детали на призме – установочном элементе с 2 плоскостями в виде паза. Во время процесса базирования в призме отклонения появляются в основном из-за формы самой заготовки. Чем точнее геометрическая форма, тем ниже значение отклонения заготовки. Цилиндрическая деталь размещается на призме перпендикулярно.
Она должна в любой момент размещаться в призматической плоскости. Отклонение выполняется из-за величины диаметра изделия и величины углов призмы. Оно рассчитывается при помощи соотнесения размеров детали и призматических углов. Призмы используются в самоцентрирующих аппаратах.
При перемещении изделия призмы одновременно сдвигаются до центра оси, на которой находятся установочные базы.
Индивидуальным видом считаются систематические неточности. Основными их отличиями считаются постоянство и закономерность изменения отклонения.
Они случаются не только из-за физических свойств базирования, но и собственных качеств мастера (его наблюдательности и аккуратности при приготовлении станка и измерении показателей заготовки). Постоянная погрешность делится на опеределенные подвиды:
- Погрешность метода: появляется при неграмотном использовании теории метода, применяемого во время измерения размеров детали, и при упрощениях формул, нужных для проведения вычислений.
- Инструментальная погрешность: рождается при ложной установке приборов для измерений (их расположение не отвечает свойствам заготовки).
- Свои неточности: появляются при индивидуальных ошибках человека, заключающиеся в неточном подсчёте ключевых параметров, написании не симметричных чертежей и поздней регистрацией главных сигналов.

Очень частыми бывают частые систематические неточности, которые появляются при неправильном базировании обрабатываемых предметов в начале отсчёта, использовании непригодных единиц измерения и использовании неспециализированных счётных приборов.
Они практически не влияют на измерительные результаты, по этому их довольно не просто выявить математическим путём. По этому частые систематические неточности рассчитываются при помощи построения графика функции. На них указывается очередность отклонений.
Полученные результаты сравниваются с предельной величиной отклонения. Для контроля точности приходится задействовать прибор для определения величины давления, определяющий величину поправок ограниченной точности.
Поправки всегда обязаны быть эквивалентны погрешностям по величине, но противоположны по знаку.
Методики расчета неточности базирования
Расчёт неточности базирования делается по общему алгоритму:
- Обозначение положения измерительной базы, исходя из размерных параметров детали. Измерительная база показывает относительное расположение предмета и устройств для вычисления.
- Нахождение места расположения технологичной базы заготовки. Она предоставляет информацию о положении изделия во время процедуры обработки.
- В случае, когда технологическая и измерительная базы сочетаются, погрешность измерения равняется 0.
- Если базы имеют различия, то вычисления величины отклонения нужно произвести геометрические расчёты отклонений заготовки. Из предельно возможных значений необходимо вычесть полученные результаты. Разница данных чисел является искомой погрешностью. Общая формула выглядит так: [?б] = Т -?ж.
Режимы резания при фрезеровании таблица, элементы, выбор режимов
Классификация базисов, в себя включает, кроме измерительной и технологичной баз, большое количество подвидов:
- запасная база: определяет расположение заготовки, прикреплённой к сборочной единице;
- направляющая база: при зажиме уменьшает деталь в движении, предоставляя ей 2 степени свободы (вдоль оси и вокруг другой координатной оси);
- опорная база: лишает изделие только 1 степени свободы – поворота вокруг оси координат;
- спрятанная база: собой представляет виртуальную ось на воображаемой плоскости, используется при измерении неточности детали, установленной в трёхкулачковом патроне(под скрытой базой понимается ось патрона, одновременно с которой при смещении диаметра передвигается ось заготовки);
- явная база: выступает полной противоположностью скрытой базы и считается существующей осью, располагающейся на действительной координатной плоскости.
При отсутствии общего базиса и предельных значений специалист должен для правильного определения неточности базирования отыскать исходную базу – часть измеряемой заготовки, которая сходится с поверхностью которая обрабатывается по размерам. Если она не меняется и не передвигается, то погрешность будет равна нулю.



Примером расчёта неточности базирования как правило выступает задача по определению величины отклонения детали во время её фрезеровки. С самого начала нужно составить эскиз изделия и на нём отметить поверхность, являющуюся измерительной базой.
Дальше необходимо определить кол-во степеней, лимитирующих перемещение. Отверстия детали сочетаются с цилиндрическими пальцами. Получившееся расстояние между отверстиями будет выступать технологичной базой. Для нахождения отклонения необходимо произвести соединение данных баз и отыскать их разница.
Важно, чтобы погрешность не оказалась меньше доступных величин отклонения.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Источник: http://prombuilder.ru/jeto-interesno/pogreshnost-bazirovanija-ponjatie-metodiki-formuly.html
Погрешность базирования и закрепления заготовок — Технарь
В процессе обработки заготовки возникают отклонения от геометрической формы и размеров, заданных чертежом, которые должны находиться в пределах допусков, определяющих наибольшие допустимые значения погрешностей размеров и формы заготовки или детали. Окончательная, или суммарная, погрешность складывается из первичных погрешностей, которые образуются из погрешностей установки заготовки, настройки станка и самой обработки.
Погрешность установки заготовки εУ возникает при установке заготовки непосредственно на станке или в приспособлении и складывается из погрешностей базирования εБ и погрешности закрепления εЗ.
Погрешность настройки станка ∆Н и погрешность обработки ∆ОБ возникают при установке режущего инструмента на размер или при установке упоров и копиров, а также непосредственно в процессе обработки.
Два последних вида погрешностей рассмотрены и поэтому здесь приведены как составляющие окончательной погрешности, характеризующие условия обеспечения заданной точности того или иного размера обрабатываемых заготовок.
Погрешность установки εУ как суммарная погрешность базирования н закрепления обрабатываемой заготовки в ряде случаев значительно влияет на точность размеров и взаимного положения поверхностей детали. Погрешности εУ возникают в результате таких причин, как неточности формы базовых поверхностей, попадание стружки и т. п.
Погрешность базирования εБ возникает в результате базирования заготовки в приспособлении по технологическим базам, не связанным с измерительными базами.
При базировании по конструкторской основной базе, являющейся и технологической базой, погрешность базирования не возникает. Погрешности базирования можно определять расчетом геометрических связей принятой схемы базирования.
Погрешности εБ возникают и при зажатии под действием сил зажатия, контактных деформаций заготовки и упругих деформаций приспособления.
Погрешность закрепления εЗ образуется из погрешностей, возникающих до приложения силы зажатия и при зажатии.
При работе на предварительно настроенных станках режущий инструмент, а также упоры и копиры устанавливают на размер от установочных поверхностей приспособления до приложения нагрузки, поэтому сдвиг установочных баз приводит к погрешностям закрепления.
Погрешности закрепления определяют расчетным и опытным путем для каждого конкретного способа закрепления заготовок (значения их приводят в справочных таблицах).
- Для приближенного определения допустимой погрешности базирования можно пользоваться формулой:
- εБ.ДОП ≤ δ — ∆;
- где δ — допуск на размер; ∆ — погрешность размера; примерные значения величины ∆.
- Действительная погрешность базирования должна быть всегда меньше допустимой:
- εБ ≤ εБ.ДОП
- Рассмотрим, как рассчитывают действительные погрешности базирования при установке:
- на плоскость;
- по наружной цилиндрической поверхности на призму;
- по отверстию на палец.
 На рис. 32 приведена схема базирования обрабатываемой заготовки при фрезеровании с установкой на плоскость. На рис. 32, α плоскость I является измерительной базой и используется как установочная база, поэтому погрешность базирования не входит в суммарную погрешность, возникающую при фрезеровании в размер 30±0,15 мм.
На рис. 32 приведена схема базирования обрабатываемой заготовки при фрезеровании с установкой на плоскость. На рис. 32, α плоскость I является измерительной базой и используется как установочная база, поэтому погрешность базирования не входит в суммарную погрешность, возникающую при фрезеровании в размер 30±0,15 мм.
На рис. 32, б измерительной базой является плоскость III, а плоскость I является установочной базой.
В этом случае погрешность базирования неизбежна, так как при неизменном настроечном размере Н размер обрабатываемой поверхности II колеблется в пределах допуска на размер 50 мм, полученный при обработке на предыдущей операции. Следовательно, погрешность базирования будет соответствовать допуску на этот размер или εБ = 0,28 мм.
 Таким образом, при фрезеровании размера 20±0,15 мм на погрешность настройки и обработки остается 0,3—0,28 = 0,02 мм, что является недостаточным, поэтому необходимо или исключить погрешность базирования, или произвести перерасчет допусков, установленных чертежом. Так как увеличить допуск на размер 20 мм без специального разрешения нельзя, то для уменьшения погрешностей базирования следует уменьшить допуск на размер 50 мм (δ50), приняв δ50 = δ20—∆ (где для размера 20 мм ∆ = 0,1мм).
Таким образом, при фрезеровании размера 20±0,15 мм на погрешность настройки и обработки остается 0,3—0,28 = 0,02 мм, что является недостаточным, поэтому необходимо или исключить погрешность базирования, или произвести перерасчет допусков, установленных чертежом. Так как увеличить допуск на размер 20 мм без специального разрешения нельзя, то для уменьшения погрешностей базирования следует уменьшить допуск на размер 50 мм (δ50), приняв δ50 = δ20—∆ (где для размера 20 мм ∆ = 0,1мм).
 Тогда δ50 = 0,3—0,1 = 0,2 мм, т. е. размер 50 мм следует указать с допуском ±0,1 мм. На рис. 32, в измерительная и установочная базы совмещаются, поэтому погрешность базирования размера 20 мм отсутствует. На рис. 33 приведены схемы установки Рис. 34 вала диаметром D в призме при фрезеровании паза, размер которого задан от различных конструкторских баз. На рис. 33, α размер h1 связан с верхней образующей вала. На рис. 33, б размер h2 определяется от нижней образующей вала, а на рис. 33, в размер h3 определяется от оси вала. Во всех случаях погрешность базирования неизбежна и зависит от допуска δD на диаметр вала и угла призмы α.
Тогда δ50 = 0,3—0,1 = 0,2 мм, т. е. размер 50 мм следует указать с допуском ±0,1 мм. На рис. 32, в измерительная и установочная базы совмещаются, поэтому погрешность базирования размера 20 мм отсутствует. На рис. 33 приведены схемы установки Рис. 34 вала диаметром D в призме при фрезеровании паза, размер которого задан от различных конструкторских баз. На рис. 33, α размер h1 связан с верхней образующей вала. На рис. 33, б размер h2 определяется от нижней образующей вала, а на рис. 33, в размер h3 определяется от оси вала. Во всех случаях погрешность базирования неизбежна и зависит от допуска δD на диаметр вала и угла призмы α.
- Для расчета погрешностей базирования предположим, что на призме установлен вал с наибольшим предельным диаметром DMAX и наименьшим предельным диаметром DMIN (рис. 34); тогда величины ∆h1, ∆h2, ∆h3 будут характеризовать погрешности базирования для каждой схемы:

- Обозначив в правой части каждого уравнения выражения, не содержащие δD, соответственно коэффициентами k1, k2 и k3, получим:
- εδ1 = ∆h1 = k1δD; εδ2 = ∆h2 = k2δD; εδ3 = ∆h3 = k3δD;
- В зависимости от угла α призмы коэффициенты k1, k2 и k3 имеют следующие значения:

- Например, при угле призмы 90° погрешности базирования составляют:
- εδ1 = 1,21δD; εδ2 = 0,2δD; εδ3 = 0,7δD;


Рассмотрим пример базирования обрабатываемой заготовки по отверстию. При установке обрабатываемых заготовок на оправку или палец возникают погрешности базирования из-за зазора. При установке обрабатываемых заготовок на оправку или палец с натягом погрешность базирования в радиальном направлении отсутствует.
На рис. 35 приведена схема установки на жесткую оправку заготовки для обработки наружных поверхностей. Конструкторской базой является ось отверстия заготовки, а установочной — цилиндрическая поверхность отверстия детали и торец.
Конструкторская база (ось отверстия) при наличии зазора может смещаться относительно оси оправки на размер эксцентриситета, равный половине зазора.
В результате несовпадения конструкторской и установочной баз возникает биение наружной поверхности относительно внутренней, являющееся погрешностью базирования.
Размер биения, или погрешность базирования, равен удвоенному размеру эксцентриситета. Тогда:
- εD2 = εD1 = sMAX = sMIN + δA + δB;
- где εD2, εD1 — биение по диаметрам D1 и D2 ступеней заготовки; sMAX, sMIN —максимальный и минимальный зазоры; δA, δB —допуски соответственно на диаметр отверстия и оправки.
- Погрешности базирования при получении линейных размеров α и b составят:
- εα = 0; εb = δα,
- так как установочные и измерительные базы для размера α совместились, а для размера b не совместились.
Погрешности, возникающие при установке заготовок, влияют на точность взаимного расположения поверхностей, а так как каждая готовая деталь имеет комплект черновых и обработанных поверхностей, то для взаимной увязки этих двух комплектов поверхностей необходимо строго выполнять основные положения выбора баз.
Основной предпосылкой увязки комплектов черновых и обработанных поверхностей является условие выбора черновой установочной базы. Такими базами могут служить поверхность или совокупность поверхностей, относительно которых при первой операции обрабатывают поверхности, используемые при последующих операциях в качестве базирующих.
Таким образом, черновая база всегда должна использоваться для обработки установочных баз.
В качестве черновых баз у заготовок, обрабатываемых по всем поверхностям, следует принимать поверхности с наименьшими припусками. Не следует принимать за черновые базы поверхности разъема, а также неровные поверхности со следами от прибылей, литников и другими дефектами.
Чистовые базы следует выбирать так, чтобы чистовые установочные базы были конструкторскими. Это исключает погрешности базирования. Чистовые базы должны иметь наибольшую точность формы и размеров и малую шероховатость поверхности; этому требованию удовлетворяют основные и вспомогательные базы заготовки, которые, как правило, и используют в качестве установочных.
Установочные базы должны обладать наибольшей устойчивостью при базировании и обеспечивать наименьшие деформации заготовки от зажатия и воздействия силы резания. При выборе чистовых баз необходимо стремиться к тому, чтобы обработку поверхностей на всех операциях (установках) осуществлять с использованием одних и тех же установочных баз.
Это требование называется принципом постоянства баз.
Источник: https://tehnar.net.ua/pogreshnost-bazirovaniya/
Теория базирования
- ЛЕКЦИЯ № 3, 4, 5 – 6 часов
- Тема 3: теория базирования. основы теории размерных цепей
- План лекции:
- — погрешность установки, базирование заготовок, правило 6 точек;
- — погрешность базирования;
- — правила выбора баз (рекомендации);
- — условное обозначение опор и зажимов по ГОСТ 3.1107;
- — изучение распространённых схем базирования и примеров разработки схем базирования по ГОСТ 21495 (самостоятельно)
- — основы теории размерных цепей;
- — расчёт размерных цепей.
Погрешность установки заготовки. Базирование заготовок. Виды баз
Перед обработкой заготовка должна быть установлена на станке в строго определенное положение. Отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого называется – погрешностью установки. Она состоит из погрешности базирования, погрешности положения заготовки и погрешности её закрепления.
Для правильной надежной установки и закрепления заготовки необходимо и достаточно устранить шесть степеней свободы ее возможного перемещения, т. е. наложить шесть двусторонних геометрических связей (“правило 6 точек” или “золотое правило базирования”) (рисунок 1).
Стрелками и арабскими цифрами показаны устраняемые перемещения, положения двусторонних связей. Наложение этих связей достигается через соприкосновение поверхности заготовки с поверхностями приспособления и приложения сил и пар сил, т. е. обеспечения, так называемого, силового замыкания. Это обеспечивает неразрывный контакт заготовки с опорными элементами приспособления.
Базирование – это придание заготовке или изделию требуемого положения относительно выбранной системы координат, то есть это ориентирование заготовки.
База – это поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования. Термины и определения по базированию и базам даны в ГОСТ 21495.
Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия (рисунок 1).

Рисунок 1 – Устранение шести степеней свободы наложением геометрических связей (комплект баз)
Базы подразделяются:
1. По назначению.
- Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии.
- Основная база – конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (рисунок 2, а).
- Вспомогательная база – конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия (рисунок 2, б).

- Рисунок 2 – Базы и их разновидности:
- а) – комплект основных баз шестерни – I, II, III;
- б) – комплект вспомогательных баз вала со шпонкой – I, II, III; 1 — присоединяемая деталь;
- в) – измерительная база детали – А;
- г) – двойная направляющая база детали – I;
- д) – двойная опорная база детали, лишающая её перемещения вдоль осей Х и Y – I; 1 – деталь;
- е) – установочная явная база заготовки – I; направляющая скрытая база заготовки –II; опорная скрытая база заготовки – III; 1…6 – опорные точки; 7 – заготовка; 8 – губки самоцентрирующих тисков.
Технологическая база – база, используемая для определения положения заготовки или изделия в процессе изготовления и или ремонта. На эту базу заготовка устанавливается при обработке.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения. От нее производится измерение детали (рисунок 2, в).
2. По лишаемым степеням свободы.
- Установочная база – база, лишающая заготовку или изделие трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей – 1 (рисунок 2).
- Направляющая база – база, лишающая заготовку или изделие двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси – II.
- Опорная база – база, лишающая заготовку или изделие одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси – III
- Двойная направляющая база – база, лишающая заготовку или изделие четырех степеней свободы – перемещений вдоль двух координатных осей и поворотов вокруг них (рисунок 2, г).
- Двойная опорная база – база, лишающая заготовку или изделие двух степеней свободы: перемещений вдоль двух координатных осей (рисунок 2, д).
3. По характеру проявления.
- Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки (рисунок 2, е; II и III)
- Явная база – база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
- Схема базирования – схема расположения опорных точек на базах заготовки или изделия.
- Различают три схемы базирования: призматического тела, длинного цилиндрического тела и короткого цилиндрического тела.
- Все опорные точки на схеме базирования изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек (рисунок 3).
- Опорные точки показывают связь между поверхностью детали и выбранной системой координат.

- Рисунок 3– Базирование призматической детали:
- а) – схема базирования; I, II, III – базы детали, 1…6 – опорные точки;
- б), в) – условное изображение опорных точек на видах:
- спереди и сбоку (б), сверху (в).
- Известны следующие способы базирования заготовок:
- — установка на станках с ЧПУ с оценкой фактического положения заготовки (от базы измерения) и автоматической регулировкой положения инструмента;
- — выверка по необработанным и обработанным поверхностям (в единичном производстве, например, в четырехкулачковом патроне),
— выверка по разметке (точность 0.2 –0.5 мм; в единичном производстве проверка “выкраиваемости” детали),
— установка в приспособлении без выверки.
Погрешность базирования
В расчетах наибольшее внимание уделено определению и обеспечению точности заготовки при обработке на настроенном станке, т. е. при установленном на определенный, постоянный для рассматриваемого момента размер от инструмента до опорных поверхностей приспособления.

- Рисунок 4– Погрешности базирования при различных схемах установки:
- а), б) – на плоские поверхности;
- в) – на оправку;
- г) – в призме;
- д) – в центрах.
Для облегчения получения необходимой точности желательно, чтобы технологическая и измерительная базы совпадали. Если такого совпадения нет, то возникает погрешность базирования (рисунок 4, a) εбА= 0; εбВ = ТС; ИБ(В), ИБ(А) – измерительные базы соответственно для размеров В и А, Тс – допуск на размер С.
Погрешность базированияεб – это отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого или разность предельных расстояний измерительной базы относительно установленного на размер инструмента. Погрешность базирования равна сумме допусков на все звенья размерной цепи, соединяющей технологическую базу с измерительной (рисунок 4, б).
- В связи с этим при несовпадении измерительной и технологической базы приходится довольно часто производить перерасчет допусков на составляющие звенья размерной цепи детали.
- На рисунке 4, в, г, д даны примеры определения погрешностей базирования для различных схем обработки. Так, при обработке на разжимной оправке или с зазором погрешность базирования для диаметральных размеров (εбD) равна нулю; при обработке лыски в размер L она равна:
- на разжимной оправке εбL= ТD / 2 (1)
- с зазором εбL=(ТD / 2) + ∆з (2)
- где ТD – допуск на размер D;
- ε3 – величина зазора на сторону.
- При обработке в центрах (рисунок 4, д) для размера, погрешность базирования будет зависеть от точности зацентровки заготовки.
- Если заготовку сцентрировать на плавающий центр с упором торцом А на неподвижную часть центра, то εб = .
Погрешность закрепления возникает вследствие смещения заготовки под действием зажимных сил из-за непостоянства силы закрепления, неодинаковой твердости заготовок, неровностей на поверхностях заготовки и на опорах приспособления. Она равна разности между предельными величинами смещения у измерительной базы по направлению выполняемого размера (рисунок 5). Погрешность закрепления εз, берется из справочников или может быть рассчитана.

Источник: http://fiziku5.ru/uchebnye-materialy-po-fizike/teoriya-bazirovaniya-3
Погрешность базирования при установке на призму
Рассмотрим схему установки вала диаметром d в призме при фрезеровании паза, размер которого задан от различных конструкторских баз.

Для расчета погрешностей базирования предположим, что на призме установлен вал с наибольшим предельным диаметром d max и наименьшим предельным диаметром d min; тогда величина h1, h2; h3 из геометрических построений будет характеризовать величину погрешности базирования для каждой схемы соответственно.
![]()
![]()
![]()
Числовые значения коэффициентов в зависимости от угла призмы приведены в таблице.
| Коэффициент | 60° | 90° | 120° | 180° |
| 1,5 | 1,21 | 1,07 | ||
| 0,5 | 0,2 | 0,08 | — | |
| 0,7 | 0,58 | 0,5 |
Иногда для обработки применяют самоцентрирующиеся призмы. Основное преимущество их состоит в том, что при установке в них детали погрешность базирования равна 0.
Однако может возникнуть погрешность вследствие погрешностей изготовления элементов. Пример: Обработка вала на токарном станке в самоцентрирующемся патроне. (Биение).
- Погрешность базирования при установке на плоскость.
- Рассмотрим схему базирования обрабатываемой заготовки при фрезеровании с установкой на плоскость.
-

- А) Б)

Первым этапом при расчете погрешности базирования является анализ баз. В случае совпадения конструкторской, технологической и измерительной баз погрешности базирования не возникает. При несовпадении баз производят расчет погрешности базирования.
А) Пов. 1 – технологическая, конструкторская и измерительная базы. В этом случае погрешность базирования равна нулю.
Б) Пов. 1 – технологическая база.
Пов. 2 – конструкторская и измерительная базы.
Базы не совпали, рассчитываем погрешность базирования.
Настройка фрезы на размер производится от поверхности 1. Размер конструкторской базы будет колебаться в пределах допуска на размер 50 — 0,14 мм, полученный при обработке на предыдущей операции.
- Следовательно, погрешность базирования будет соответствовать величине допуска на размер.
- Допуск выполняемого размера 20мм равен 0,20 мм.
- 0,20 мм < 0,28 мм.
- Следовательно, размер 20мм с допуском 0,1 мм выполнить невозможно.
- Для выполнения размера предлагаются следующие мероприятия;
- 1. Получение разрешения конструктора на увеличение допуска на размер 20мм ;
2. Изменение схемы базирования. В качестве технологической базы выбрать пов. 3.
3. Уменьшить допуск на размер 50.
Источник: https://infopedia.su/15x134a1.html
Погрешность базирования – отклонение фактической позиции установленной заготовки относительно заданного положения. Она возникает во время процесса базирования – процедуры регулировки местоположения заготовки в выбранной системе координат, влияющей на размер исходной детали.
Также погрешность появляется в процессе обработки, сборки и настройки изделия на производственных токарных станках. На точность обработки влияют такие факторы, как форма детали и её размеры, прописанные инженерами в чертежах или эскизах. Каждый мастер должен знать, как определить погрешность базирования, чтобы не допустить ошибок при базировании деталей, её обработке и выполнении монтажных работ над заготовками.

Определение допустимой погрешности базирования осуществляется главным образом по формуле εБ.ДОП = δ — ∆. При её расчёте следует учитывать, что действительное отклонение должно всегда быть меньше предельно допустимых значений. Полученный результат измерений всегда будет приблизительным.
Понятие о погрешностях базирования
На точность обработки влияют следующие факторы:
- Различие действительных и номинальных размеров заготовки.
- Отклонение обрабатываемых конструкций от параллельности, перпендикулярности, концентричности и других видов точных взаимных расположений.
- Неисправность станков и прочего производственного оборудования, которое вызвано неправильным изготовлением его несущих конструкций и основных комплектующих. 1 Также 1 из частых причин плохой работы станков является появление зазоров на подшипниках, шпинделях и ходовых винтах.
- Деформации заготовки, произошедшие как до начала, так и во время процедуры обработки. Изменения формы детали вызваны неправильностью базирования или плохим качеством её поверхностей.
Существует 2 основные разновидности погрешностей:
- Погрешность закрепления: проявляется при воздействиях на заготовку до или во время её непосредственного зажатия на станке. Это вид обусловлен перемещением установочных баз, которые ограничивают деталь в движении и перемещают её только по одной оси координат. Сдвиг установочной базы обусловлен неправильной настройкой приборов и креплений, осуществляющих зажим изделия. В результате, происходит деформация заготовленного материала.
- Погрешность установки: образуется во время окончательной закрепления заготовки в конструкции токарного станка. Она вычисляется путём суммирования величин погрешности базирования и погрешности заготовки. Главными причинами её возникновения является несоответствие форм поверхностей основных баз и обилие стружечных отходов, засоряющих обрабатываемую поверхность детали. Чтобы минимизировать отклонения изделия, необходимо соблюдать принципы совмещения и постоянства установочных баз.
Примерами расчётов погрешности базирования являются действия по определению величины отклонения на плоской поверхности, в отверстии (на палец) и на цилиндрической поверхности через призматические приборы. При фрезеровании изделия на плоской поверхности измерительная база равняется установочной базе. Различия практически отсутствуют, поэтому погрешность будет равняться нулю.
Базирование детали по отверстию используется для изготовления плит и комплектующих для различных корпусов. В этом случае изменения величины наклона изделия возникают при некачественном изготовлении материалов и при появлении лишних зазоров, что приводит к полному перекосу обрабатываемой конструкции. Если изделие обладает 2 отверстиями, то нужно выполнить установку на 2 пальца, 1 из которых должен обязательно быть ромбической формы. При отсутствии зазоров погрешность будет равняться нулю, потому что соблюдается принцип совмещения конструкторской и технологической баз, которые определяет эту величину во время ремонтных работ. В этом случае точные размеры заготовленной детали рассчитываются по формуле ε= б/2. Если же причиной отклонения детали стало наличие зазора, то для нахождения размерных характеристик нужно прибавить диаметр самого зазора ε= б/2 + ∆.
Чаще всего изделия, у которых присутствуют отверстия, закрепляются в трёхкулачковом патроне. Он позволяет отверстиям принимать правильную форму окружности.
После закрепления поверхность конструкции возвращается в первоначальное положение, а отверстие частично деформируется. Возникает погрешность базирования, заключающаяся в непрямолинейности зубьев ступенчатого вала станка. Самой распространённой причиной возникновения данного отклонения является непрочное закрепление вала станка. При установке оправки на передний центр патрона погрешности будут эквивалентны. При базировании деталей в цанговых патронах износы конструкции режущего инструмента перестают оказывать общее влияние на отклонение заготовки, потому что погрешность равна 0.

Для более высокой точности работы при сверлении заготовки изделие закрепляют на столе станка. Торец сверлильного инструмента должен располагаться перпендикулярно к оси закреплённой детали. В центральной части заготовки проделывают специальное углубление, чтобы задать сверлильному станку правильное направление и предотвратить его поломку. После подготовки инструментов можно начинать процесс сверления изделия. Сверло подносится к торцу детали и плавно проделывает неглубокое отверстие. Чтобы не допустить смещение сверла, нужно центровать деталь. Во время процесса сверления необходимо периодически вынимать сверло, чтобы очистить отверстие от грязи и металлических опилок. Для снижения трения между сверлом и отверстием применяют смазочно-охлаждающие жидкости, компаундированные масла и эмульсионные растворы. Они увеличивают скорость сверления и позволяют проделывать отверстие за меньший промежуток времени.
Большое распространение получила методика закрепления детали на призме – установочном элементе с 2 плоскостями в виде паза. Во время процесса базирования в призме отклонения появляются главным образом из-за формы самой заготовки. Чем точнее геометрическая форма, тем ниже значение отклонения заготовки. Цилиндрическая деталь располагается на призме перпендикулярно. Она должна всегда размещаться в призматической плоскости. Отклонение осуществляется из-за величины диаметра изделия и величины углов призмы. Оно рассчитывается посредством соотнесения размеров детали и призматических углов. Призмы применяются в самоцентрирующих аппаратах. При перемещении изделия призмы одновременно сдвигаются к центру оси, на которой находятся установочные базы.
Отдельным видом считаются систематические погрешности. Главными их отличиями являются постоянство и закономерность изменения отклонения.
Они происходят не только из-за физических особенностей базирования, но и личных качеств мастера (его наблюдательности и аккуратности при подготовке станка и измерении параметров заготовки). Систематическая погрешность делится на несколько подвидов:
- Погрешность метода: возникает при неграмотном применении теории метода, используемого во время измерения размеров детали, и при упрощениях формул, необходимых для проведения вычислений.
- Инструментальная погрешность: появляется при ложной установке измерительных приборов (их местоположение не соответствует характеристикам заготовки).
- Личные погрешности: проявляются при индивидуальных ошибках человека, заключающиеся в неточном подсчёте основных характеристик, написании асимметричных чертежей и поздней регистрацией важных сигналов.

Самыми частыми бывают постоянные систематические погрешности, которые образуются при неправильном базировании обрабатываемых предметов в самом начале отсчёта, применении неподходящих единиц измерения и применении неспециализированных вычислительных приборов. Они практически не оказывают влияние на результаты измерений, поэтому их очень трудно обнаружить математическим путём. Поэтому постоянные систематические погрешности рассчитываются посредством построения графика функции. На них указывается последовательность отклонений. Полученные результаты сравниваются с предельной величиной отклонения. Для проверки точности необходимо использовать манометр, определяющий величину поправок ограниченной точности. Поправки всегда должны быть эквивалентны погрешностям по величине, но противоположны по знаку.
Методики расчета погрешности базирования
Расчёт погрешности базирования выполняется по общему алгоритму:
- Определение положения измерительной базы, исходя из размерных характеристик детали. Измерительная база показывает относительное местоположение предмета и приспособлений для вычисления.
- Нахождение места размещения технологической базы заготовки. Она предоставляет данные о положении изделия во время процедуры обработки.
- В случае, когда технологическая и измерительная базы совмещаются, погрешность измерения равняется 0.
- Если базы имеют различия, то вычисления величины отклонения необходимо произвести геометрические расчёты отклонений заготовки. Из предельно допустимых значений нужно вычесть полученные результаты. Разность этих чисел будет являться искомой погрешностью. Общая формула выглядит следующим образом: [εб] = Т -∆ж.

Классификация базисов, включает в себя, помимо измерительной и технологической баз, огромное количество подвидов:
- вспомогательная база: определяет местоположение заготовки, прикреплённой к сборочной единице;
- направляющая база: при зажиме ограничивает деталь в движении, предоставляя ей 2 степени свободы (вдоль оси и вокруг другой координатной оси);
- опорная база: лишает изделие только 1 степени свободы – поворота вокруг оси координат;
- скрытая база: представляет собой виртуальную ось на воображаемой плоскости, применяется при измерении погрешности детали, установленной в трёхкулачковом патроне(под скрытой базой понимается ось патрона, вместе с которой при смещении диаметра передвигается ось заготовки);
- явная база: выступает полной противоположностью скрытой базы и является существующей осью, располагающейся на действительной координатной плоскости.
При отсутствии общего базиса и предельных значений мастер должен для правильного определения погрешности базирования найти исходную базу – часть измеряемой заготовки, которая сходится с обрабатываемой поверхностью по размеру. Если она не изменяется и не перемещается, то погрешность будет равна нулю.

Примером расчёта погрешности базирования может выступать задача по определению величины отклонения детали во время её фрезерования. Изначально необходимо составить эскиз изделия и на нём обозначить плоскость, являющуюся измерительной базой. Далее нужно определить количество степеней, ограничивающих перемещение. Отверстия детали совмещаются с цилиндрическими пальцами. Получившееся расстояние между отверстиями будет выступать технологической базой. Для нахождения отклонения нужно произвести совмещение этих баз и найти их разность. Важно, чтобы погрешность не оказалась меньше доступных величин отклонения.