Сущность технологии метода ПМ состоит в получении порошков чистых металлов и многокомпонентных сплавов с их последующим поэтапным безотходным преобразованием в готовые к эксплуатации материалы, изделия и покрытия требуемых функциональных параметров.
Общетехнологический процесс включает в себя ряд следующих последовательно реализуемых этапов:
- производство порошков;
- предварительную подготовку порошковой смеси (шихты);
- формовку;
- спекание;
- дополнительные операции.
1. Методы изготовления порошков и их характеристики
Изготовление порошков – наиболее сложная в техническом отношении, самая затратная и трудоемкая стадия процесса ПМ. На сегодняшний день разработано значительное количество способов их получения, что обеспечивает возможность наделения конечных продуктов тем или иным набором свойств, определяющих сферу применения.
Изготовление порошков осуществляется двумя основными способами:
- физико-механическим;
- химико-металлургическим.
1.1. Физико-механический метод
В рамках данного метода исходное сырье преобразуется в порошок без нарушения химсостава, посредством механического измельчения, как в твердом агрегатном состоянии, так и виде жидкого расплава.
Физико-механическое измельчение производят способами:
- дробления и размола;
- распыления и грануляции.
1.1.1. При дроблении и размоле твердого сырья изначальные размерные параметры частиц уменьшаются до заданных значений. Данный способ целесообразнее всего использовать при измельчении материалов высокой степени хрупкости, в частности, Si, Sb, Cr, Mn, сплава Al+Mg, а также ферросплавов на основе Fe.
Механическое измельчение может проводиться путем:
- сжатия (статическое измельчение);
- удара, раздавливания, истирания, раскалывания и т.п. (динамическое измельчение, рис. 1).
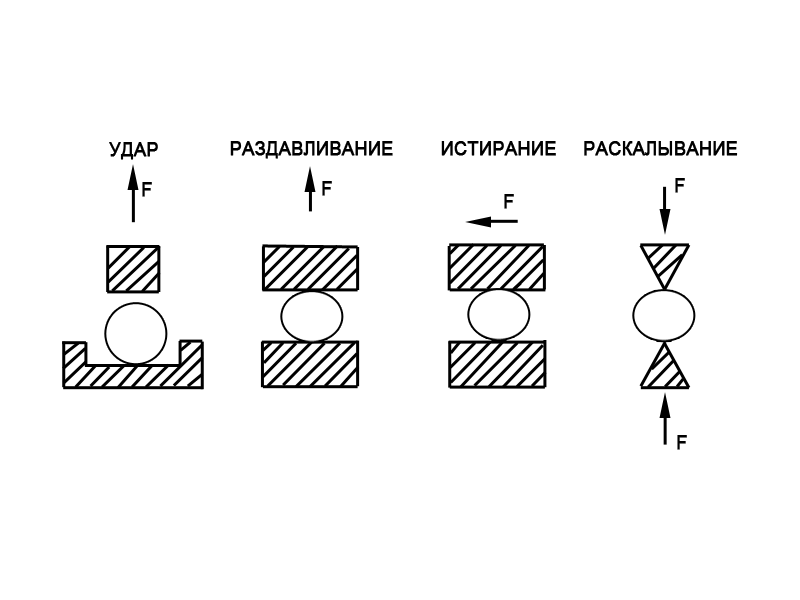
Рисунок 1. Основные виды динамического измельчения.
Фаза дробления частиц до размеров от 1 до 10 мм (грубое измельчение) выполняется с использованием дробильных агрегатов различных типов конструкции (шнековых, валковых, конусных, бегунковых и др.). Для тонкого и сверхтонкого измельчения частиц после дробления (размол до стадии порошков) применяют специальные мельницы, преимущественно барабанного типа с электроприводом (рис. 2 и 3.).
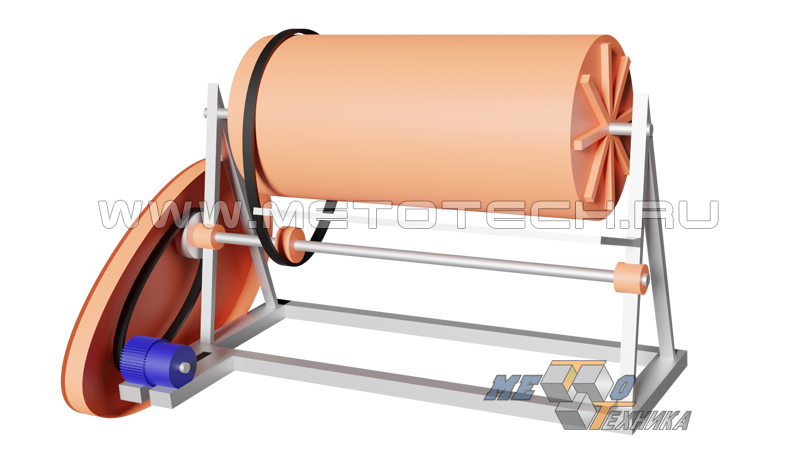
Рисунок 2. Шаровая мельница барабанного типа с электроприводом.
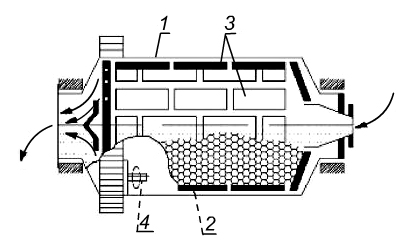
Рисунок 3. Принцип действия шаровой мельницы барабанного типа: 1-кожух барабана; 2-размольные шары; 3-плиты для футеровки; 4-электропривод.
В рабочий барабан мельницы помещают стальные или твердосплавные шаровидные размольные элементы, а затем – материал, подвергаемый размолу. В зависимости от интенсивности вращения барабана размольные элементы могут подниматься на различную высоту, вследствие чего размол возможен в различных режимах (скольжение, перекатывание, свободное падение), а также в режиме наивысшей интенсивности.
При необходимости использовать для размельчения еще более интенсивный частотный режим применяют вибромельницы (рис. 4). В подобных агрегатах измельчение частиц осуществляется за счет их усталостного разрушения вследствие создания переменной амплитуды усилий сжатия и срезывания.
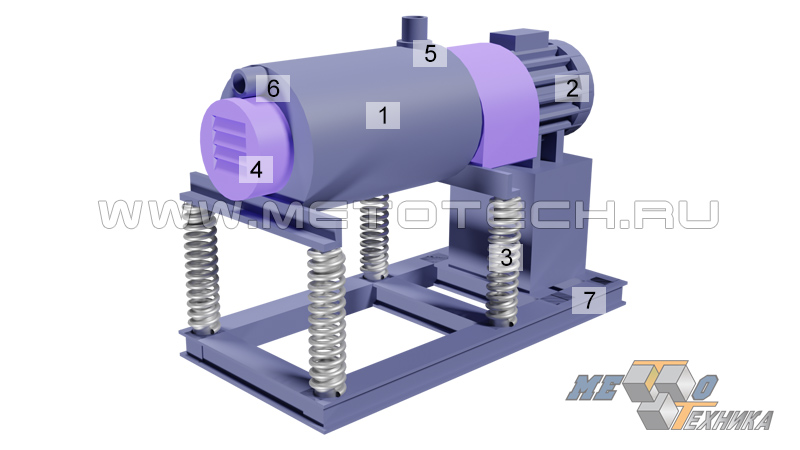
Рисунок 4. Вибромельница МВ-420.
Объем рабочего барабана 420 л, мощность 46 кВт. Рабочий барабан (1), в котором размещены размольные шары, установлен на раму станины (7) посредством специальных амортизирующих пружин (3). Вращение дебалансного вала осуществляется электроприводом (2). При этом допускается регулирование крутящего момента вала, для чего используются выносные дебалансные группы (4). При помощи шнекового питающего устройства происходит непрерывная подача измельчаемой массы в загрузочную горловину барабана (5). Выгрузка готового порошка выполняется по принципу «самотека» через разгрузочное отверстие (6).
Тонкий помол трудноизмельчаемых материалов обычно производят с использованием мельниц планетарно-центробежной конструкции (рис. 5) с размольными шарами.

Рисунок 5. Принципиальная схема мельницы планетарно-центробежного типа.
Измельчение пластичных металлов производится на мельницах роторно-вихревого типа (рис 6.), в которых частицы саморазрушаются под воздействием ударных нагрузок.
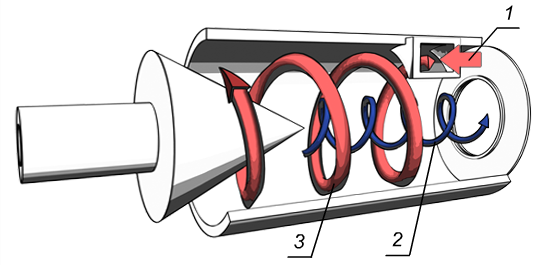
Рисунок 6. Принцип действия мельницы роторно-вихревой конструкции.
Исходное сырье поступает в загрузочный бункер 1, где под действием турбулентных завихрений, создаваемых вращающимися с различной частотой спиралевидными шнеками 2 и 3, частицы, соприкасаясь друг с другом, саморазрушаются: происходит их преобразование в порошок требуемой консистенции.
1.1.2. Наименее сложным и одновременно едва ли не самым малозатратным считается способ изготовления порошков путем распыления и грануляции жидких расплавов металлов, Т° плавления которых не превышает 1650°C (Al, Zn, Cu, Pb, Ni, Fe, ферросплавы и др.)
Суть данного способа механического измельчения заключается в дроблении струи расплава на мельчайшие капли под воздействием энергонасыщенного жидкостного либо газового потока, которые, остывая, оседают в виде частиц порошка. Образование расплавов происходит в специальных электрических печах, нередко в защитных средах, образуемых инертными газами.
1.2. Химико-металлургический метод
Этот метод получения металлических порошков также можно реализовывать различными способами, среди которых наиболее востребованными являются:
- химическое восстановление металла из исходного сырья (восстановительный способ);
- электролиз (электролитический способ);
- термокарбонильная диссоциация (карбонильный способ).
1.2.1. Порошки восстановленные (ПВ) изготавливают с применением различных химических веществ-восстановителей, которыми воздействуют на соли и оксиды металлов для отделения неметаллической фракции (солевого остатка, газов). Данный способ применяется, в частности, для получения порошков Co, Ni, W, Mo, Fe, Cu, Nb и других металлов.
1.2.2. Способ изготовления порошков электролитических (ПЭ) состоит в осаждении частиц чистого металла на катоде под воздействием постоянного тока на соответствующий электролит в виде раствора либо расплава. Этим способом получают, в частности, электролитические порошки W, Ni, Fe, Cu, Ti, Zr, Nb, Та, U и др.
1.2.3. Порошки карбонильные (ПК) изготавливают путем разложения в заданном температурном режиме карбонильных металлических соединений на исходные составляющие: частицы чистого металла и газообразный монооксид углерода СО, который удаляется. Карбонильный способ применяют для получения карбонильных порошков W, Mo, Fe и ряда прочих металлов.
1.3. Свойства порошков
Порошки металлов различаются по своим физико-химическим и технологическим свойствам.
К категории физических свойств относятся форморазмеры и гранулометрический состав частиц, характеристики их удельной поверхности, а также плотность (пикнометрическая/насыпная) и способность деформироваться, именуемая микротвердостью.
Набор химических свойств определяется химическим составом сырья и метода/способа изготовления. Допустимая концентрация в готовой порошковой продукции нежелательных примесей не должна превышать значения 1,5-2%.
Одним из важнейших химических свойств является степень газонасыщенности порошка, что особенно актуально для порошков, получаемых путем восстановления, из состава которых бывает трудно удалить определенную часть газообразных восстановителей и продуктов реакции. В электролитических порошках может содержаться некоторая доля катодного водорода. В составе порошков карбонильного генеза могут в растворенном состоянии наличествовать О2, СО, СО2 и другие газы, по мере увеличения процентного содержания которых возрастает степень хрупкости порошка, что затрудняет процесс формовки из них заготовок будущих изделий.
К категории химических причисляют и такие свойства порошков, как степень токсичности и пирофорности. Большинство металлических порошков токсично, причем степень токсичности тем ниже, чем меньшие размеры имеют частицы. Под пирофорностью понимают способность порошков некоторых активных самовоспламеняться вплоть до взрыва при контакте с кислородом воздуха. Любые работы с такими порошками необходимо проводить в рамках строжайшего соблюдения мер безопасности.
К технологическим свойствам порошков относят показатели их текучести, прессуемости и формуемости.
2. Предварительная подготовка порошковой смеси
Преобразование уже изготовленного металлического порошка в конечные изделия начинается с предварительной подготовки исходной смеси (шихты), которая в последующем будет подвергаться формованию и спеканию.
Процесс подготовки исходной шихты является трехэтапным и последовательно осуществляется в виде:
- отжига;
- сортирования по фракциям (классификации);
- непосредственно смешивания.
2.1. Рекристаллизационный отжиг порошков необходим для повышения показателей их пластичности и прессуемости. Путем отжига удается восстановить остаточные оксиды и удалить внутреннее напряжение – наклеп. Для отжига порошки подвергают нагреву в восстановительно-защитных газовых или вакуумных средах в диапазоне температур от 0,45 до 0,65 от абсолютного значения Т° плавления того металла, из которого они состоят. Так, отжиг порошка Cu осуществляют в восстановительном потоке инертных газов при Т° от 360 до 420 0С, а порошка Fe – при Т° от 660 до 770 °С. Обычно отжигу подвергают порошки, изготавливаемые способами механоизмельчения, электролиза и термокарбонильной диссоциации.
2.2. Классификацию порошков осуществляют их разделением по фракциям (в зависимости от тех или иных размерных параметров частиц) с применением специальных вибросит, имеющих ячейки соответствующих диаметров. Для разделения по фракциям применяют также воздушные сепараторы (рис. 7), а для классификации жидких смесей – способ центробежной дисперсной седиментации.
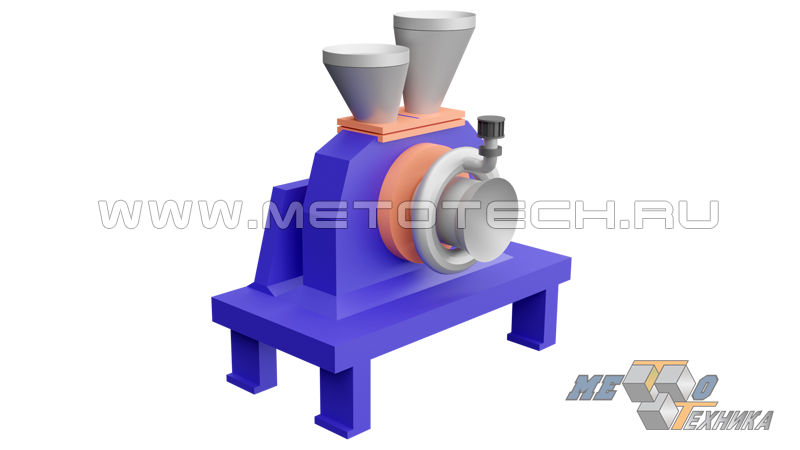
Рисунок 7. Общий вид центробежного воздушного сепаратора тонкого разделения CFS/HD-S и схема его действия.
Порошковый материал направляется нагнетаемым турбиной воздушным потоком в область разделения, где под действием центробежной силы происходит отделение т оседание тяжелых крупных частиц, удаляемых в нижнем направлении через разгрузочный клапан. Мелкие легкие частицы увлекаются циклонным потоком воздуха вверх и направляются на дополнительную сепарацию.
Для приготовления порошковой шихты используются фракции, сочетаемые в требуемом процентном соотношении.
2.3. Смешивание – важнейшая из подготовительных операций процесса ПМ – производится путем приготовлении из металлопорошков различного химико-гранулометрического состава (возможны легирующие добавки порошков неметаллических элементов) однородной субстанции – шихты. От того, насколько тщательно происходит смешивание, зависит однородность шихты, что исключительно важно для конечных функциональных свойств готовой металлокерамической продукции.
Чаще всего смешивание порошковых составляющих осуществляют механическим способом с применением специальных миксерах (рис. 8, 9).
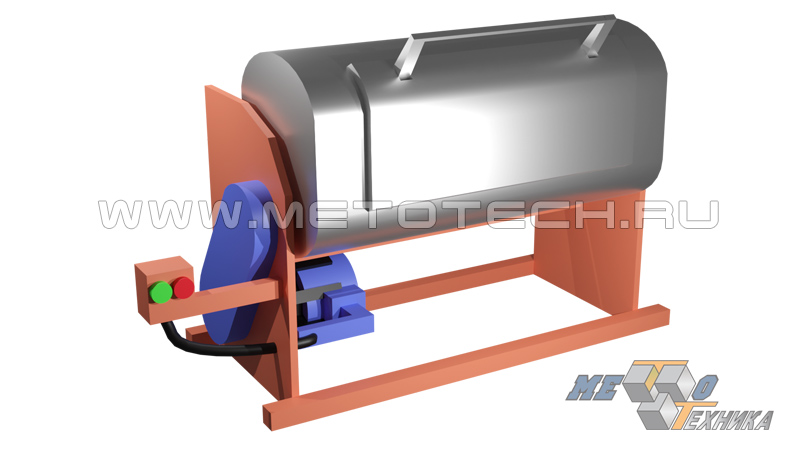
Рисунок 8. Горизонтальный миксер без функции сушки.
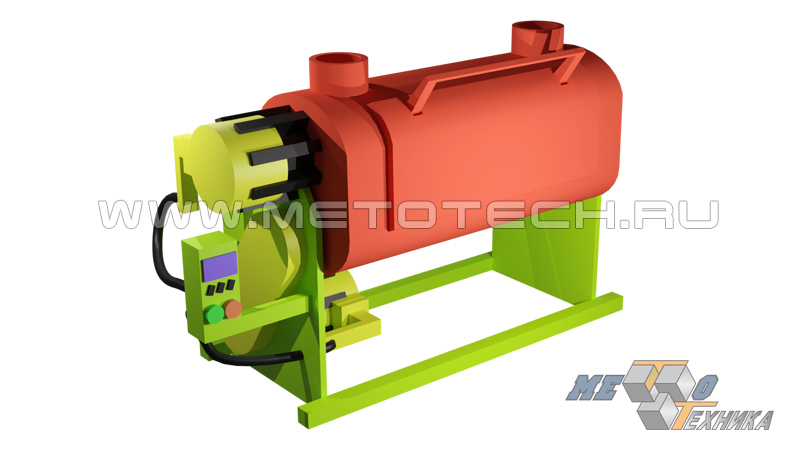
Рисунок 9. Горизонтальный миксер с функцией сушки.
При смешивании с измельчением компонентов весовое соотношение загружаемой порошковой массы и шаровидных размольных элементов должно быть примерно равным (1:1). Смешивание, не сопровождающееся измельчением, выполняют в миксерах непрерывного действия барабанного, шнекового, лопастного, центробежного, планетарного, конусного типа.
Равномерность и быстрота распределения частиц порошковых компонентов в составе смеси будут тем эффективнее, чем ближе друг к другу абсолютные величины их плотности. При существенном расхождении абсолютных величин неизбежно расслоение составляющих. Для предотвращения этого фактора компоненты следует загружать по раздельности в следующей последовательности: в первую очередь наименее плотный с наиболее плотным, а затем уже все прочие. Целесообразнее всего проводить смешивание в жидкостных средах, несмотря даже на то, что техпроцесс в этом случае усложняется и является более затратным в экономическом отношении.
При подготовке шихты из высокотвердых компонентов (W, Mo, карбиды металлов) с целью повысить их формуемость в смешиваемую субстанцию нередко добавляют тяжелые спирты, бензин, глицерин, а также дистиллированную воду. Иногда для облегчения смешивания и последующего прессования осуществляют введение в смесь технологических присадок-пластификаторов на парафиново-стеариновой и глицериновой основе, а также летучих веществ, позволяющих изготавливать продукты требуемой степени пористости.
При этом необходимо, чтобы пластификаторы соответствовали следующим критериям:
- высокая смачивающая способность;
- полное выгорание при нагревании;
- возможность быстрого удаления растворителями органической группы.
Раствор пластификаторов обычно заливается в перемешиваемую порошковую субстанцию, а по завершении процесса получаемая шихта тщательно высушивается и просеивается.
3. ФОРМОВАНИЕ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Формование (формовка) в порошковой металлургии – это технологическая стадия, целью которой является уплотнение поступающего в пресс-форму заданного количества готовой сыпучей шихты и ее обжатие для придания форморазмеров готового к последующему спеканию изделия.
Этап формования заключается в преобразовании полученной сыпучей шихты в достаточно прочные первичные заготовки пористой структуры. На результаты формования порошка влияют его насыпная масса, способы предварительной обработки, сила и направленность формовочного давления, ряд других факторов.
Деформация частиц при формовке по своему генезу может быть одновременно упругой, хрупкой и пластической. На рис. 10 представлены некоторые виды перемещения частиц при формовке.
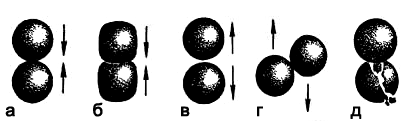
Рисунок 10. Виды перемещения частиц порошков в ходе формования.
Как видим, сближение частиц может сопровождаться увеличением площади контакта, не сопровождаясь (а) или сопровождаясь (б) их деформацией; при удалении частиц (в) площадь контакта уменьшается вплоть до его прерывания; при взаимоскольжении частиц (г) точка контакта смещается; в ходе перемещения частиц может возникать происходить хрупкая деформация, приводящая к их разрушению (д).
На рис. 11 представлена схема методов формования.

Рисунок 11. Схема методов формования металлических порошков.
Наиболее востребованными являются способы формовки путем прессования в стальных пресс-формах, гидростатического, мундштучного и динамического формования, а также прокатки и шликерного литья.
3.1. Холодная формовка в жестких пресс-формах
Формовка шихты в большинстве случаев осуществляется путем ее размещения в прочных стальных пресс-формах и последующего спрессовывания под давлением от 30 до 1200 МПа на прессовых агрегатах механического, пневматического или гидравлического принципа действия.
Формование порошка данным способом осуществляется поэтапно (рис. 12).
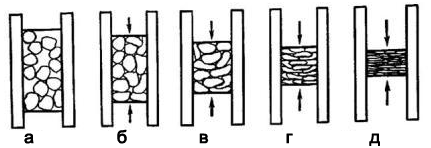
Рисунок 12. Этапы формовки.
Сразу после засыпки шихты наблюдается хаотичное размещение ее частиц по всему объему пресс-формы, с образованием т. наз. мостиков или арок (а). При внешнем давлении, по мере его повышения, частицы порошка, уплотняясь, заполняют пустоты, вследствие чего происходит разрушение мостиков и арок (б, в). На последующих стадиях спрессовывания наблюдается дальнейшее уплотнение частиц, сопровождаемое изменением границ между ними, что приводит к увеличению степени прочности заготовки (г). На конечном этапе процесса хрупкие частицы твердометаллических порошков разрушаются, а мягкометаллические частицы претерпевают пластическую деформацию (д).
На рис. 13 показаны схема одностороннего прессования и кривая ступенчатого роста плотности по высоте с ее отношением к минимальному диаметру поперечного сечения d:H/d = 2…3.
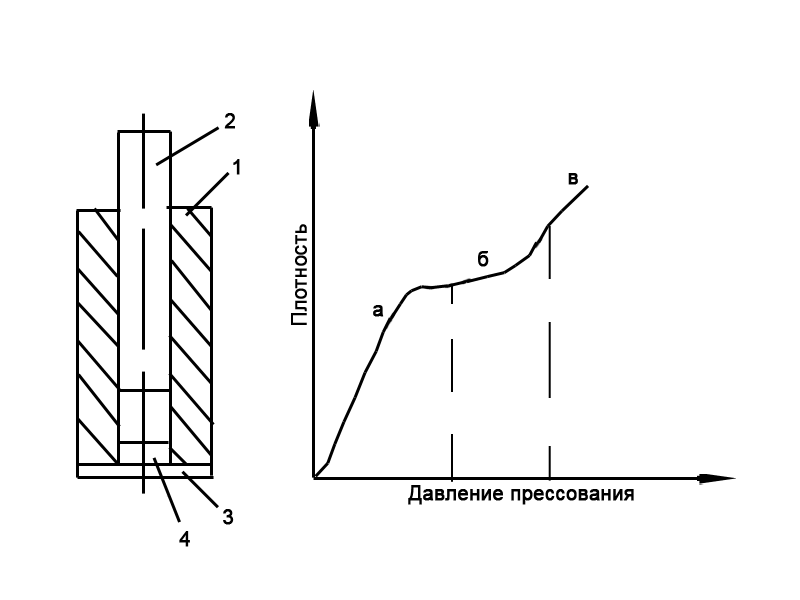
Рисунок 13. Схема установки для одностороннего прессования и кривая роста ступенчатого плотности по отношению к давлению. 1 – матрица; 2 – пуансон уплотнения; 3 – нижний пуансон; 4 – порошок.
Если данное соотношение превышает 3, не достигая 5, то целесообразно применение двухстороннего прессования (рис. 14); при еще больших значениях показано использование других способов.
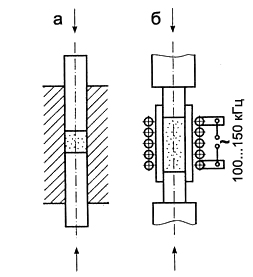
Рисунок 14. Схема установки, осуществляющей двустороннее прессование порошковых материалов: а – без нагрева, б – с нагревом.
Формовка изделий сложной конфигурации сопряжена с определенными трудностями, препятствующими обеспечению одинаковой плотности в тех или иных сечениях. С целью разрешения проблемы используют установки с несколькими пуансонами, что обеспечивает возможность прилагать к порошку различные усилия (рис. 15).
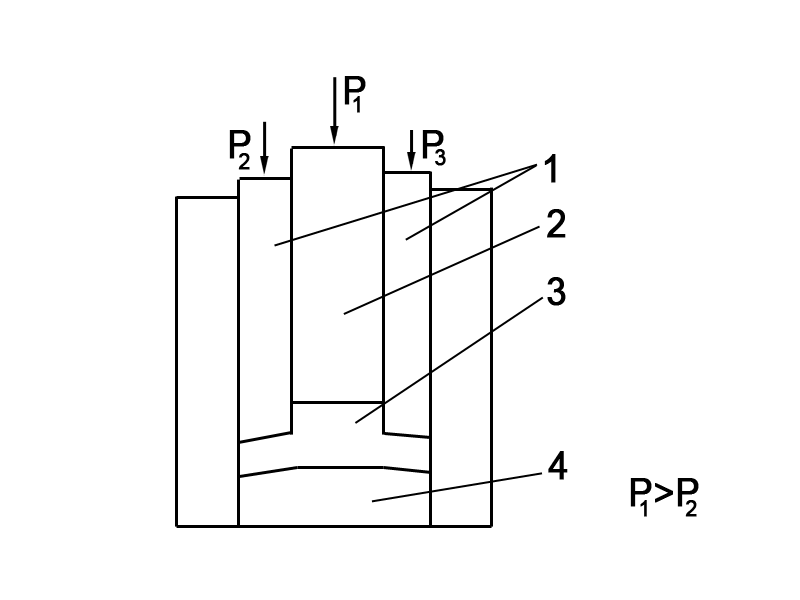
Рисунок 15. Схема формования изделий сложной конфигурации: 1- пуансон, 2-пуансон, 3-матрица, 4- нижний пуансон.
Формование в пресс-формах выполняется на прессовых агрегатах механогидравлического типа. Формовка заготовок со сложной конфигурацией осуществляется на прессах, оснащенных несколькими плунжерами.
3.2. Гидростатическое формование
При данном способе формовки для создания усилия сжатия используется жидкость, чем обусловлено его название. Процесс спрессовывания осуществляют путем сжатия шихты по всем направлениям.
При формовании гидростатическим способом (рис. 16) порошок предварительно засыпается в эластичный контейнер и подвергается вакуумированию, герметизируется и лишь после этого помещается в цилиндр с рабочей жидкостью, давление в котором поднимается до необходимых значений. Поскольку трение между стенками контейнера и частицами шихты оказывается предельно минимальным, плотность спрессованной заготовки равномерно распределяется по каждому из сечений.
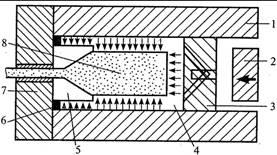
Рисунок 16. Схема установки для гидростатического формования: 1 – рабочий цилиндр; 2 – пуансон; 3 – пресс-шайба; 4 – рабочая жидкость; 5 – матрица; 6 – уплотнитель; 7 – держатель матрицы; 8 – контейнер с шихтой.
Преимущество способа гидростатического формования заключается еще и в том, что при нем исключается анизотропия свойств – их внутренняя неравномерность и разнонаправленность.
3.3. Прокатка порошковой шихты
Формование прокаткой порошков осуществляется на прокатных станах. Порошок может поступать в валки, как показано на рис. 17, либо под воздействием силы тяжести (вертикальная свободная подача), либо в принудительном режиме (шнековая подача).
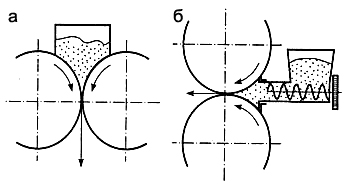
Рисунок 17. Вертикальная (а) и горизонтально-шнековая (б) подача материала.
Процесс прокатки является непрерывным и осуществляется в автоматическом режиме, что обеспечивает его высокую производительность.
3.4. Мундштучное формование
Способ заключается в формовании заготовок из шихты в смеси с пластификатором путем пропускания сквозь технологическое отверстие в матрице-фильере, по форме напоминающей мундштук. Практикуется формовка способом мундштучного прессования равноплотных изделий значительной длины (прутков, труб, уголков, швеллеров и т. п.) из труднопрессуемых порошков W, Мо, Th, Be и др.
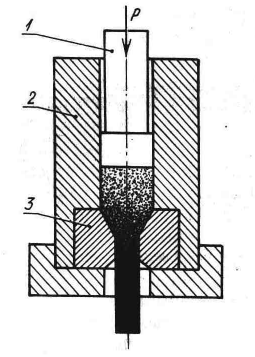
Рисунок 18. Принцип мундштучной формовки.
На рис. 18 представлен принцип мундштучной формовки, состоящий в выдавливании в пресс-форму помещенной в контейнер (2) пластифицированной шихты пуансоном (1) через отверстие матричного мундштука (3).
В настоящее время в сфере порошковой металлургии для формовки металлокерамических заготовок широко применяют способ инжекционного формования, известный также как литье под давлением. Сущность способа сходна с принципом мундштучного прессования, только в данном случае через фильеру инжектора (мундштука) в пресс-форму впрыскивается не пластифицированный порошок, а его расплав.
3.5. Шликерное формование
Шликерным способом осуществляется формовка изделий сложной конфигурации. Его сущность состоит в том, что шликер в виде насыщенной однородной суспензии из порошковой шихты и технологической жидкости заливается в пористую форму-матрицу (рис. 19).
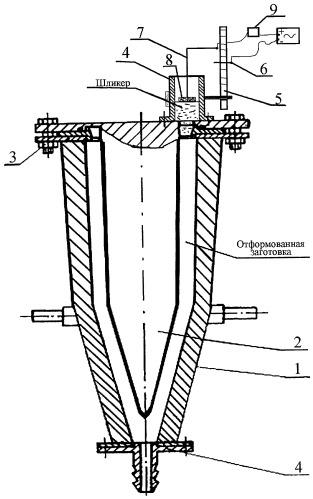
Рисунок 19. Схема установки для шликерного формования.
В корпусе матрицы (1) размещается сердечник (2), закрепленный узлами взаимной соосной установки (3). На одном из этих закреплена подпиточная емкость (4) с контролирующим устройством, через которую промежуток между матрицей и сердечником заполняется шликерной суспензией. Поступление шликера из подпиточного узла до необходимых пределов осуществляется за счет контроля высоты между неподвижним нижним контактом (6) и выставляемом по линейке (5) подвижным верхним контактом (7), жестко связанным с поплавком поплавковой камеры (8), при превышении уровня включающим сигнализационный блок (9).
По заполнении шликером жидкость частично впитывается матрицей и окончательно удаляется путем нагревания до Т° кипения. Сформованные же заготовки подвергают сушке на открытом воздухе или в специальных сушильных шкафах.
3.6. Динамическое формование
Динамическим формованием называют процесс формовки заготовок путем приложения значительных нагрузок в импульсном режиме. В качестве этой целью могут быть использованы следующие источники энергии.
3.6.1. Механическая вибрация (рис. 20).
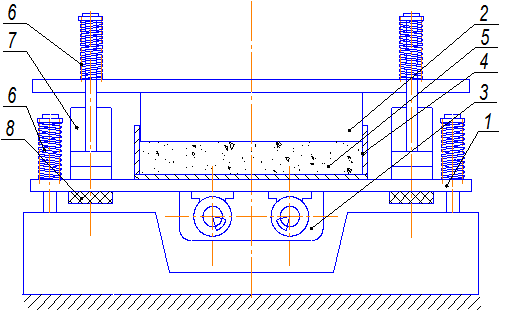
Рисунок 20. Схема действия установки для виброударного формования.
Под воздействием насаженных на валы электродвигателей эксцентриков (3) подпружиненная прижимными пружинами (6) подвижная опорная площадка (1) вибрирует, передавая ударные импульсы закрепленной на ней подвижной матричной пресс-форме (4) с засыпанной в нее шихтой (5), уплотняемой статичным пуансоном (2). При этом сила ударов амортизируется гидроцилиндрами (7) с подпружиненными штоками, а также закрепленными на обращенной к фундаменту поверхности опорной площадки упругими прокладками (8).
3.6.2. Сила взрыва (рис. 21).
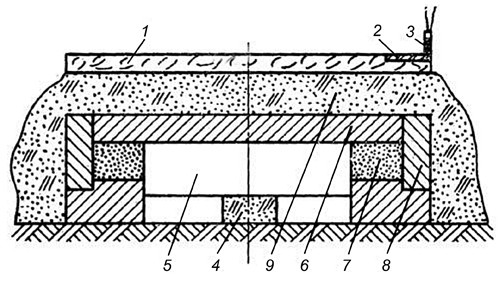
Рисунок 21. Схема процесса формования взрывом.
При срабатывании электродетонатора (3), вставленного в специальное монтажное устройство (2), происходит взрыв заряда ВВ (1), импульс от которого через слой выполняющей функцию пресс-формы песчано-шлаковой засыпки (9) равномерно распределяется по всей площади пуансона (6), уплотняющего помещенную в матрицу(8) формуемую шихту (7) до заданных параметров, определяемых высотой установленного на подставку (4) ограничительного внутреннего стержня (5).
3.6.2. Другие способы вибрационных воздействий, включая использование энергопотенциала сжатого газа, электроразряда, магнитного поля.
Высокая частота нагрузочных импульсов обеспечивает требуемую плотность и прочность изделий. Другими достоинствами способа являются снижение показателей упругой деформации, а также экономичность ввиду минимизации расходов на технологическое оборудование.
4. СПЕКАНИЕ И ДОПОЛНИТЕЛЬНЫЕ ОПЕРАЦИИ
Финишная стадия технологическая метода ПМ – термическая обработка сформованных заготовок методом спекания с целью достижения требуемых свойств. Максимального эффекта при спекании заготовок из монометаллических порошков можно достичь при их нагревании до температуры, составляющей 72–92% Т° плавления металла. Заготовки из многокомпонентных твердых сплавов на металлокарбидной основе подвергают спеканию в температурном диапазоне, близком к Т° плавления связующего компонента. При этом, во избежание оксидации, те и другие заготовки рекомендуется помещать в защитную инертногазовую или восстановительную водородную/углеводородную газовую среду, либо в вакуумную камеру.
Спекание – одна из наиболее ответственных технологических процедур в рамках метода ПМ, в результате которой малопрочные заготовки преобразуются в исключительно прочные спеченные тела, приближающиеся по своим свойствам к аналогам, изготавливаемым методом горячего литья, а часто и превосходящими их по этой и целому ряду других функциональных характеристик. В ходе спекания из заготовки удаляются адсорбированные в них газы, возгоняются нежелательные примеси, снимаются остаточные напряжения в частицах и точках контакта между ними, устраняются оксидные пленки, происходит диффузионное преобразование поверхностного слоя, качественно преобразуется форма пор.
В завершение процесса может быть реализован ряд дополнительных отделочных операций, включая обработку резанием, калибрование, нитроцементацию, диффузионное хромирование, нанесение гальванического покрытия и пропитку готовых изделий с тем, чтобы добиться требуемой точности заданных габаритных параметров, повысить степень прочности и класс поверхностной чистоты.
Спекание осуществляют двумя способами: твердофазным (по мере нагрева заготовок не образуется жидкий расплав одного из компонентов), и жидкофазным (в ходе повышения Т° нагрева поликомпонентных заготовок наиболее легкоплавкий компонент начинает вступать в жидкое агрегатное состояние – плавиться. Весьма распространенным является также способ горячего формования, объединяющий в себе процессы прессования и спекания.
4.1. Способ твердофазного спекания
Твердофазное спекание применяют для изготовления промышленных продуктов на основе моно- или поликомпонентных систем, которые при нагревании могут вести себя по-разному в зависимости от генеза и химического состава соответствующих компонентов.
Этап твердофазного спекания сопровождается рядом сопутствующих процессов.
4.1.1. По мере повышения температуры нагрева энергетический потенциал и амплитудные колебания атомов в кристаллической решетке металлических порошковых тел заметно возрастают вплоть до непрерывной смены взаимного месторасположения, известной как диффузия. Которая, в свою очередь, может носить как поверхностный, так и общеобъемный характер (поверхностная диффузия и объемная диффузия).
4.1.2. Усадка в ходе твердофазного спекания проявляется в изменении как линейных, так и объемных параметров спекаемых тел (линейная и объемная усадка). Кинетический потенциал процесса усадки спекания возникает в результате того, что при нагреве система постоянно стремится избавиться от запаса поверхностной энергии.
4.1.3. Рекристаллизационный отжиг, сопровождаемый ростом величины зерен, проводится, в частности, при изготовлении магнитомягких материалов, которые должны иметь крупнозернистую структуру. В ходе ректристаллизации происходит значительное укрупнение зерен. Поэтому, во избежание ущерба для механических свойств получаемых изделий, режим отжига для обеспечения желаемой зернистости необходимо строго контролировать с использованием диаграмм рекристаллизации (рис. 22), показывающих зависимость размеров зерен от параметров температура/степень деформации.
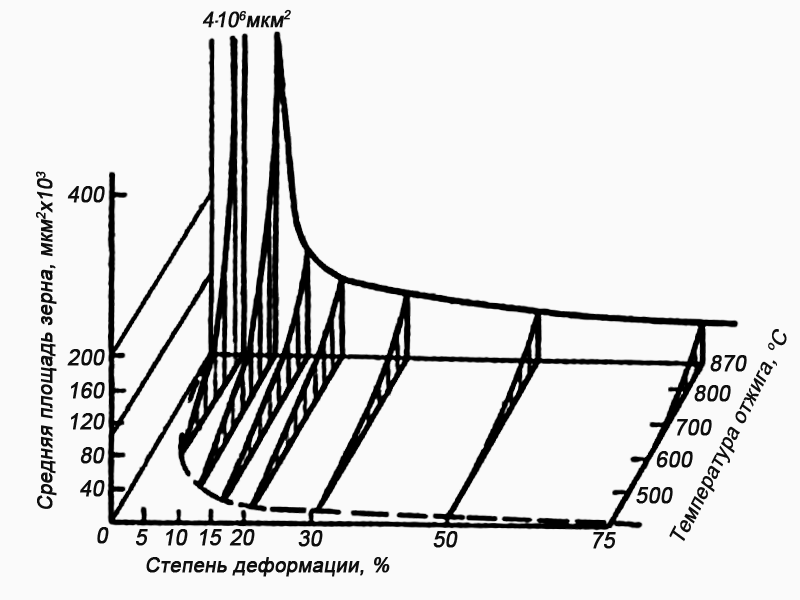
Рисунок 22. Диаграмма рекристаллизации при отжиге.
4.1.4. Перенос атомов газовой средой имеет вид перехода поверхностного слоя вещества при определенных температурах в газообразное (парообразное) агрегатное состояние с его испарением с поверхности одних частиц и последующим конденсационным осаждением на поверхности других. За счет такого переноса происходит усиление межчастичных связей, что способствует требуемому изменению формы пор.
4.2. Жидкофазное спекание
При этом способе спекания происходит расплавление наиболее легкоплавкого компонента сформованной многокомпонентной порошковой заготовки – его расплав и образует жидкую фазу, смачивающую частицы нерасплавившихся твердых составляющих. Кроме того, наличие жидкой фазы способствует интенсификации диффузии и облегчению процесса взаимозамещения частиц. Недостаточная смачиваемость препятствует уплотнению. В точках контакта зерен возможно растворение твердой фазы в жидкой, что улучшает массоперенос. Существуют системы, компоненты которых:
- не являются взаиморастворимыми;
- ограниченно взаиморастворимы;
- взаиморастворимы в значительной степени.
4.3. Горячее формование
Когда формовка заготовки из многокомпонентной шихты проводится с ее нагревом до высоких температур, и Т° нагрева при этом достигает Т° плавления основного компонента, в это же время происходит спекание заготовки. Способ одновременного формования и спекания называют горячим формованием (горячим прессованием).
Важнейшие преимущества горячего формования состоят в скорейшем уплотнении получаемого данным способом готового изделия и минимизации его пористости при относительно невысоких показателях применяемого давления. Характер уплотнения при горячем формовании тот же, что и при спекании другими способами.
Готовую продукцию, полученную из подвергаемых горячему формованию заготовок, от аналогичных изделий, изготавливаемых при раздельном применении формовки и спекания выгодно отличает мелкозернистая структура, повышенный предел текучести и более высокая твердость, лучшие показатели электропроводимости и большая точность размеров.
Горячее формование осуществляют с использованием термостойких стальных, графитовых и кремниеграфитовых пресс-форм, характеризуемых высокой механической прочностью. В последние годы все более востребованными для этой цели становятся еще более функциональные пресс-формы из жаропрочных оксидных и силикатных материалов.
Пресс-формы с помещенной в них шихтой могут быть нагреты одним из способов, представленных на рис. 23:
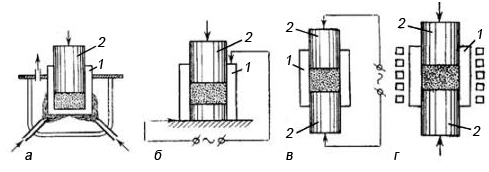
Рисунок 23. Способы нагрева пресс-форм с шихтой при горячем формовании:
- а – способ наружного нагрева;
- б – способ электронагрева пресс-формы;
- в – способ электронагрева шихты;
- г – способ высокочастотного индукционного нагрева (1- матрица, 2 – пуансон).
Для горячего формования в современных условиях применяют многофункциональные автоматические агрегаты на основе гидравлических прессов и совмещенных с ними вакуумных камер с возможностью регулировки температурного режима (рис. 24).
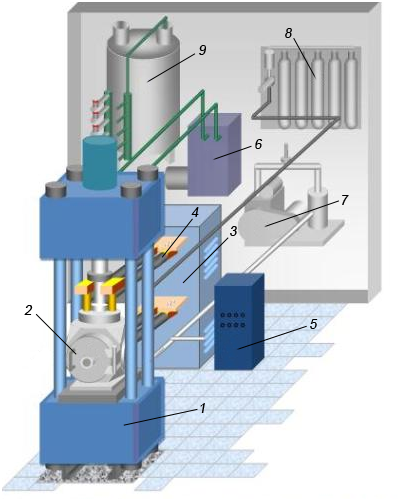
Рисунок 24. Агрегат для горячего формования.
Основные узлы агрегата – это непосредственно гидропресс (1) и вакуум-камера (2), соединенная с обеспечивающим нагрев пресс-формы источником электропитания (3) посредством гибких медных токоподводов с жидкостным охлаждением (4). Включенный в состав агрегатного комплекса электрораспределительный шкаф позволяет обеспечивать функцию регулирования мощности и осуществлять управление всеми устройствами (5). Функционирование пресса осуществляется при помощи гидроагрегата (6).
Создание разреженной среды в вакуум-камере обеспечивает специальная система вакуумирования (7). Контроль параметров среды внутри камеры осуществляет система газоснабжения (8). Система жидкостного охлаждения (9) призвана остужать источник питания, стенки вакуум-камеры, гибкие токоподводы и медные башмаки.
Сам технологический процесс происходит в следующей операционной последовательности. Предварительно скомпактированные заготовки изделий из порошковой шихты помещаются в пресс-форму, заполняемую после этого создающим упруго-сжимаемую среду порошком из специального графита (рис. 25). Затем пресс-форма в сборе заключается в вакуум-камеру. В ходе горячего формования плунжеры агрегата воздействуют на пуансоны, передающие, в свою очередь, давление на заготовки через графитовый порошковый наполнитель.
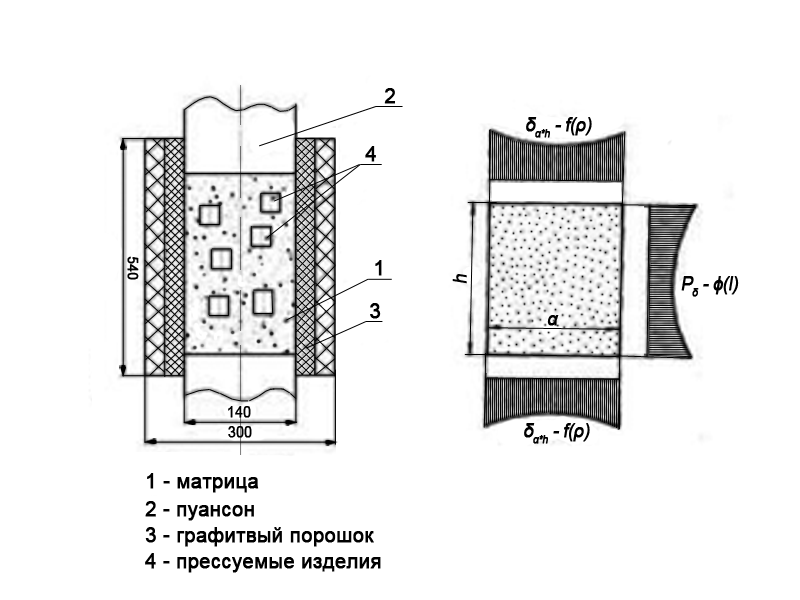
Рисунок 25. Пресс-форма для горячего формования (а); схема распределения давления при прессовании (б).
Если внутри пресс-формы разместить межслойные промежуточные прокладки, произойдет увеличение производительности установки (рис. 26).
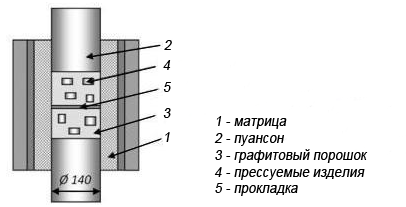
Рисунок 26. Пресс-форма для горячего формования, оснащенная промежуточной прокладкой.
4.4. Дополнительные операции
Применение дополнительных технологических операций практикуют как при необходимости обеспечить высшие классы точности и чистовой обработки поверхности готовых металлокерамических изделий (механическая обработка, калибровка), так и с целью оптимизации их химических свойств (химико-термическая обработка и различные пропитки).
4.4.1. При механической обработке (резанием, шлифованием, полированием и т.д.) возникают трудности, обусловленные пористой структурой обрабатываемого материала. Рабочие элементы инструмента (резцы, фрезы, абразивные диски) подвергаются разрушительному воздействию микроударов, вызывающих потребность в частой заточке или замене. Поэтому обработку осуществляют с применением твердосплавного инструмента и кругов из особо твердых абразивов, вплоть до корундовых и алмазных.
4.4.2. Калибрование выполняют путем продавливания спекаемых изделий сквозь имеющие необходимые сечения калибровочные отверстия в пресс-формах. Возможна калибровка как по одному, так и по ряду параметров. Благодаря калиброванию обеспечивается высокая гладкость поверхности, идеальная точность конфигурационных и размерных параметров, уменьшение пористости.
4.4.3. Химико-термическую обработку выполняют для повышения устойчивости изделий к коррозии и износу с применением методов:
- нитроцементации (цианирования) – азотно-углеродном насыщении поверхностного слоя изделий в высокотемпературном режиме для повышения их твердости и стойкости к износу;
- диффузионного хромирования – безэлектролизного насыщения поверхностного слоя металлокерамических изделий с диффузией (взаимозамещением) между атомами хрома и обрабатываемого металла, в результате чего образуется стойкое и эстетичное защитное покрытие;
- нанесения защитных гальванических покрытий методом электролиза и др.
Пористая структура металлокерамики способствует активизации термохимических процессов.
4.4.4. Пропитка жидкими металлами. В отношении некоторых металлокерамических материалов применяется дополнительная операция в виде пропитывания спекаемой термостойкой каркасной основы жидким расплавом компонента с меньшей в сравнении с каркасом Т° плавления. При этом происходит заполнение образуемым расплавом сообщающихся пор термостойкого каркаса и, как результат, обретение готовым изделием улучшенных эксплуатационных характеристик.
Обилие различных методов порошковой металлургии свидетельствует о востребованности данного способа производства промышленных изделий. Неоспоримым плюсом является возможность получения готовой продукции сложной формы с высокими показателями различных свойств. К недостаткам описываемых технологий можно отнести значительную стоимость и сложность производства.
Содержание страницы
- 1. Методы получения металлических порошков и их свойства
- 2. Формование порошков
- 3. Спекание
- 4. Области применения порошковых материалов
- 4.1. Порошковые антифрикционные материалы
- 4.2. Фрикционные материалы
- 4.3. Электротехнические материалы
- 4.4. Порошковые конструкционные материалы
- 4.5. Порошковые инструментальные материалы
- 4.6. Пористые порошковые материалы
Порошковой металлургией называется область техники, включающая процессы получения порошков металлов и металлоподобных соединений, а также изготовления из них изделий без расплавления. Порошковые материалы (зачастую их называют спеченными материалами) — это консолидированные материалы, полученные из порошков, а порошки — совокупность частиц твердого вещества и (или) их агрегатов с размерами от 0,001 мкм до 1 мм.

Основными достоинствами порошковой металлургии (как метода изготовления материалов и изделий) являются следующие:
- методы порошковой металлургии позволяют изготавливать материалы и изделия из этих материалов, которые традиционными способами получить (практически) не удается. Пористые материалы, жаропрочные, инструментальные композиции, материалы со специальными свойствами могут быть получены только ее методами;
- возможность использования отходов металлургического и машиностроительного производства (окалина, стружка, гальванические шламы и т. п.) в качестве исходного сырья для производства порошковых изделий;
- возможность существенного снижения отходов за счет производства изделий с размерами, близкими к окончательным, и исключение обработки резанием.
Типовая технологическая схема получения изделий методами порошковой металлургии включает следующие операции:
- производство порошков металлов и других материалов;
- формование заготовки из порошка (со связкой или без нее) путем прессования или свободной насыпки;
- спекание заготовки при температуре ниже температуры плавления основного компонента;
- дополнительная обработка спеченного изделия (механическая обработка, пропитка, нанесение покрытий, калибрование и др.).
Приведенная технологическая схема позволяет, во-первых, изготавливать порошковые материалы и изделия с такими составами, структурами и свойствами, которые невозможно получить традиционными металлургическими методами (литьем, обработкой давлением, термообработкой) и, во-вторых, изготовлять изделия с заданными составами, структурой и свойствами, но с существенно меньшим расходом материалов и более точными размерами.
К недостаткам порошковой металлургии можно отнести:
- ограниченность в выборе форм и размеров изготавливаемых изделий и заготовок;
- сравнительно невысокое рафинирование по примесям, что, например, препятствует использованию методов порошковой металлургии в изготовлении монокристаллов и полупроводников.
Однако эти недостатки могут быть устранены за счет изготовления составных изделий или применения комплекса технологических процессов, включающих наряду с порошковой металлургией другие технологии.
Исходными материалами при получении изделий порошковой металлургии являются порошки. Используемые при этом порошки могут быть металлические, неметаллические, композиционные.
Из неметаллических порошков в изделиях порошковой металлургии наиболее широко представлены керамические порошки (оксиды, карбиды, нитриды, бориды и др.).
Композиционные порошки — это порошки, частицы которых состоят из химически разнородных компонентов (двух и более) и (или) фаз, разделенных четко выраженной границей.
Следует отметить, что наиболее широко применяются в изделиях порошковой металлургии порошки из различных металлов и сплавов.
1. Методы получения металлических порошков и их свойства
Все современные методы получения порошков можно условно разделить на механические и физико-химические.
Механические методы — это такие технологические процессы, при которых исходный материал под воздействием внешних сил измельчается без существенного изменения его химического состава.
К механическим методам относятся: дробление и размол в различных мельницах, распыление струи расплавленного металла водой или струей сжатого газа, обработка металла резанием с получением частиц, а не сливной стружки.
Физико-химические методы — это такие технологические процессы, в которых получение порошка связано с изменением химического состава исходного сырья. При этом конечный продукт (порошок), как правило, отличается от исходного материала по химическому составу.
К физико-химическим методам относятся восстановление порошков оксидов и других соединений, электролиз водных растворов и расплавленных солей, диссоциация карбонилов при нагреве и другие.
В таблице 1 приведены основные промышленные и опытнопромышленные методы получения порошков, используемых в технологии порошковой металлургии.
Таблица 1. Промышленные и опытно-промышленные методы получения порошков
| Способ получения порошка | Исходное сырье | Материал порошка |
| Механические методы | ||
| Диспергирование твердых металлов: | ||
| Дробление | Электролитические осадки, продукты восстановления металлов | Железо, титан, медь, никель |
| Размол | Металлическая стружка, кусочки проволоки, чешуйки | Железо, сталь, бронза |
| Диспергирование расплавов: | ||
| Распыление сжатым воздухом (RZ-метод), аргоном, азотом | Расплав распыляемого металла | Медь, бронза, железо, коррозионностойкие стали |
| Распыление водой под давлением (W-метод) | То же | Медь, бронза, железо, коррозионностойкие стали |
| Физико-химические методы | ||
| Восстановление газом (водород, конвертированный природный газ, эндогаз, генераторный газ, диссоциированный аммиак), углеродом (сажа, графит, древесный уголь, кокс) | Окалина, рудный концентрат, химические соединения, чистые оксиды, их смеси | Железо, вольфрам, молибден, никель, медь, высоколегированные стали и сплавы |
| Металлотермическое восстановление натрием, магнием, кальцием или гидридом кальция | Оксиды, галогениды металлов, смесь железного порошка с оксидами металлов | Титан, высоколегированные стали и сплавы |
| Электролиз водных растворов | Растворы сульфатных солей металлов | Медь, никель, железо, вольфрам, молибден, сплавы Fe–Ni, Fe–Ni– Мо, Ni–Cu |
| Разложение карбонилов | Восстановленная губка соответствующего металла | Никель, железо, сплавы Fe–Ni–Мо, Fe–Ni– Cо, Fe–Ni–Мn |
Все большее применение в технологиях порошковой металлургии находят композиционные порошки. Их использование позволяет получать материалы со специальными свойствами или, учитывая особенности строения частиц и состава этих порошков, наиболее полно реализовать физико-химические реакции, протекающие при спекании этих порошков. Примерами композиционных порошков являются порошки металлов и сплавов, содержащие дисперсные включения упрочняющей фазы. Такие порошки, например, металл–оксид (Cu–SiO2, никелевый сплав–Аl2O3), получают распылением сплавов. Дисперсные включения оксидов в частицах порошка возникают в результате внутреннего окисления при распылении или в процессе отжига порошков при низких парциальных давлениях кислорода в газовой фазе. Композиционные порошки по структуре частицы чаще всего можно отнести к плакированным или конгломерированным.
Плакированные порошки могут иметь слоистое строение каждой частицы (рис. 1), состоящей из основы и нанесенных на ее поверхность (в виде оболочки) других материалов (металлов, сплавов, неметаллических материалов), или плакирующую составляющую с вкрапленными в нее частицами материала основы.
Конгломерированные порошки могут иметь различное строение, но ни одна из составляющих частиц не находится на другой в виде сплошной оболочки.
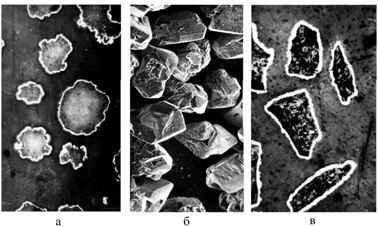
Рис. 1. Плакированные композиционные порошки: а — Al2O3 плакированный Ni (срез); б — SiC плакированный Ni (внешний вид); в — SiC плакированный Ni (срез).
Конгломерированные порошки (рис. 2) получают путем восстановительного отжига смесей, электрофорезом, спеканием и дроблением, совместной деформацией, самораспространяющимся высокотемпературным синтезом (СВС), с помощью связок.

Рис. 2. Конгломерированный порошок: а — порошок NiCrBSi сплава; б — порошок NiCrBSi сплава конгломерированный с дисперсными частицами Al
Недостатками восстановительного отжига являются многоступенчатость технологии и ограниченный перечень получаемых композиционных порошков. Электрофоретический метод заключается в нанесении на поверхность частиц мелкодисперсных частичек из суспензии в электростатическом поле и может осуществляться только в лабораторных условиях. Спеканием и дробление можно получить металлические и неметаллические порошки. При этом смесь порошков спекается методами порошковой металлургии, затем дробиться и разделяется на фракции. Следует отметить необходимость использования в этом случае двух технологических процессов (спекания и дробления), а также сложность управления выходом годной фракции при размоле. Метод совместной деформации предусматривает прокатку механических смесей порошков, получение порошков в шаровых мельницах или по аттриторной технологии.
После прокатки механических смесей порошков полученный материал измельчается и рассеивается. Таким образом, получают металлокерамические и металлические композиции. Получение композиционных порошков в специальных аппаратах (аттриторах) осуществляется пластическим деформированием смеси исходных порошков шарами, которые приводятся в движение специальными мешалками. Недостатком этого метода является продолжительность процесса. Во всех случаях при получении композиционных порошков методом пластической деформации необходимым условием является наличие достаточного количества пластичной составляющей смеси. Конгломерированние с помощью связок позволяет путем гранулирования исходных порошков получить в пределах одной частицы сочетание самых разнообразных материалов (рис. 3). Этот метод отличается высокой производительностью и не требует сложных технологических приемов. Наиболее часто конгломерированние с помощью связок производится в специальных смесителях или путем распылительной сушки.
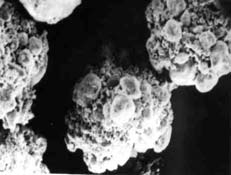
Рис. 3. Конгломерированный из дисперсных частиц композиционный порошок Fe2O3–NiCr
2. Формование порошков
Формование — это придание заготовкам из порошка формы, размеров, плотности и механической прочности, необходимых для последующего изготовления изделий из порошковых материалов. Методы формования подразделяются на две группы: с приложением давления и без его приложения.
Формование с приложением давления. К этой группе методов относятся прессование в закрытых пресс-формах, изостатическое прессование, прокатка и мундштучное прессование.
Наиболее распространенным в этой группе методов является прессование в закрытых пресс-формах, применяемое при изготовлении изделий простой формы (диск, конус, втулка и т. д.). Различают одностороннее прессование и двустороннее. Одностороннее прессование применяют для формования изделий, у которых отношение высоты к диаметру составляет не более 1 (рис. 4, а). При большем отношении применяют двустороннее прессование (рис. 4, б…г).
Следует отметить, что при заполнении пресс-формы порошком необходимо обеспечить равномерное распределение в ней порошка и горизонтальность его поверхности. Для получения прессовок с высокой производительностью используется прессование по ограничителю высоты. Прессование по заданному давлению обеспечивает одинаковую плотность прессовок во всем их объеме.
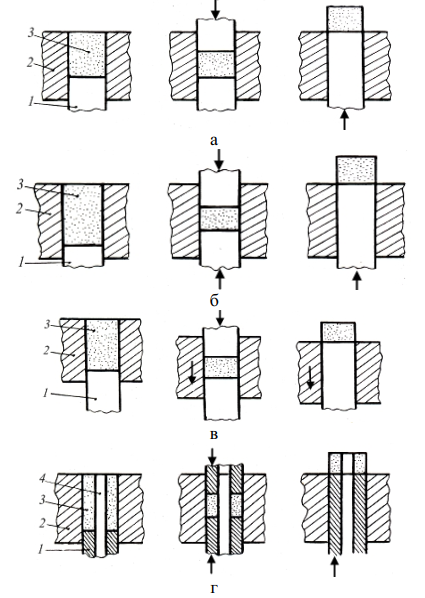
Рис. 4. Схемы прессования: а — одностороннего; б, в — двустороннего (с неподвижной и подвижной матрицами); г — двустороннего прессования втулок; 1 — пуансон; 2 — матрица; 3 — порошок; 4 — стержень
Процесс формования данным методом включает такие основные операции, как дозирование засыпки порошка в матрицу прессформы, прессование, удаление брикета из пресс-формы. Следует отметить, что от правильного выбора массы порошка зависит точность заданных размеров и форм изделий.
На практике дозировку порошка осуществляют по его массе или объему, причем выбор способа определяется, в основном, типом прессового оборудования.
Прессы, используемые в порошковой металлургии, классифицируются следующим образом:
- а) по типу привода — гидравлические и механические;
- б) по направлению нагружения — вертикальные (верхнего давления и нижнего давления) или горизонтальные (как правило, гидравлические);
- в) по степени автоматизации — автоматизированные и неавтоматизированные.
В свою очередь, механические прессы бывают кривошипные, кривошипно-коленные, кулачковые и карусельные.
Выбор типа пресса определяется количеством, требуемым качеством, формой, размерами прессуемого изделия, необходимой пористостью заготовки, а также производительностью пресса и его пригодностью для выполнения данных работ.
К недостаткам метода прессования в закрытых пресс-формах относятся ограниченность числа типоразмеров получаемых изделий, а также неравномерное распределение пористости в прессовках из-за сил трения, возникающих между частицами порошка, а также между порошком и стенками пресс-формы. Преимуществами этого метода являются высокая точность размеров изделий и большая производительность процесса.
Изостатическое прессование — это метод прессования порошка в эластичной оболочке при его всестороннем сжатии. Разновидностью данного процесса является гидростатическое и газостатическое прессование, а также прессование в толстостенных эластичных оболочках (рис. 5), помещенных в стальную пресс-форму.
Метод гидростатического прессования основан на передаче давления жидкости, находящейся в сосуде высокого давления, металлическому порошку, заключенному в тонкую эластичную оболочку (рис. 6).
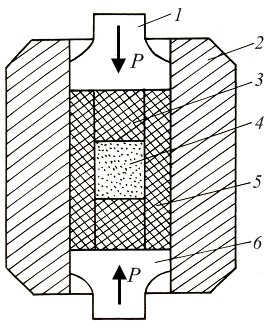
Рис. 5. Схема двустороннего прессования в эластичной оболочке: 1 — верхний пуансон; 2 — матрица; 3 — пробка; 4 — порошок; 5— эластичная оболочка; 6 — нижний пуансон
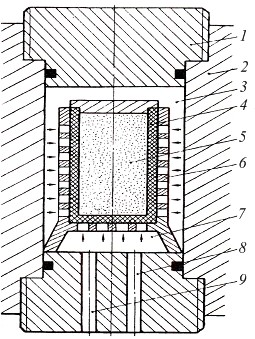
Рис. 6. Схема установки для гидростатического прессования: 1 — верхний затвор; 2 — камера высокого давления; 3 — жидкость под высоким давлением;4 — эластичная оболочка; 5 — порошок; 6 — перфорированный короб; 7 — нижний затвор; 8 — ввод жидкости высокого давления; 9 — отверстие для слива жидкости
В качестве рабочей жидкости используют водные эмульсии различных масел, глицерин, чистые минеральные масла, а также воду с добавками ингибитора ржавчины. В качестве материала для оболочек применяют резину, полиуретан и металлическую фольгу. Давление прессования, как правило, не превышает 15…20 МПа.
К недостаткам прессования в гидростатах относятся трудность получения изделий с точными геометрическими размерами, относительно высокая стоимость изготовления изделий, невысокая производительность. Достоинством этого метода является возможность получения изделий больших размеров и сложной формы с равномерным распределением плотности.
Прокатка порошков — это непрерывное формование заготовок из порошков между валками. Процесс реализуется на прокатных станах и осуществляется различными способами (рис. 7), отличающимися расположением плоскости осей прокатных валков (вертикальная прокатка, горизонтальная и наклонная) и подачей порошка (гравитационная, принудительная). Сущность метода заключается в подаче порошка из бункера в зазор между двумя вращающимися навстречу друг другу валками.
Основным достоинством прокатки является возможность изготовления лент и полос шириной до 450 мм и толщиной до 5 мм с относительной плотностью 0,3 и более. К недостаткам этого метода относятся возможность изготовления проката лишь простейших форм и его низкая прочность.
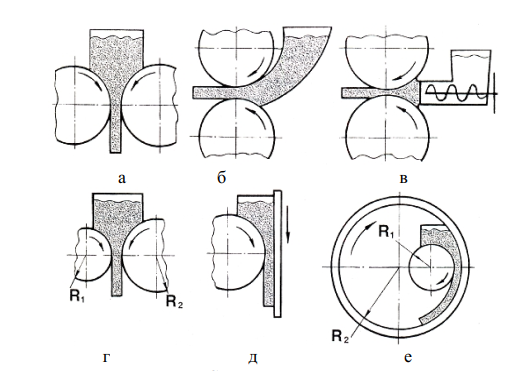
Рис. 7. Схемы прокатки порошка: а — вертикальная; б — горизонтальная; в — горизонтальная с принудительной подачей порошка; г — вертикальная с валками различного диаметра; д — вертикальная с подвижной плитой; е — с вращающимися наружным и внутренним валками
Мундштучное прессование — формование заготовок из смеси порошка с пластификатором путем продавливания ее через отверстие в мундштуке или фильере (рис. 8). В качестве пластификатора применяют спиртовые растворы бакелита, крахмальный клейстер, парафин и др. Массовая доля пластификатора обычно составляет 6…10 %.
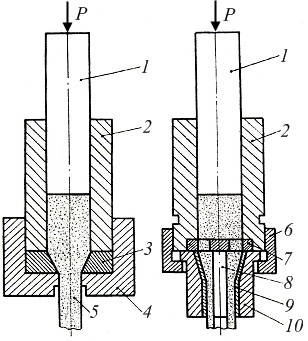
Рис. 8. Схема мундштучного прессования стержней (а) и труб (б): 1 — пуансон; 2 — стакан; 3 — конус; 4 — матрица; 5 — спрессованная заготовка; 6 — гайка; 7 — звездочки; 8— игла; 9 — мундштук; 10 — обойма
Мундштучным прессованием получают трубы и стержни большой длины (до 1 м) с равномерным распределением пористости по длине изделий.
Формование без приложения давления. К этой группе методов относятся свободная засыпка порошка в форму и шликерное литье.
Свободная засыпка порошка в форму — простейший способ формования изделий без приложения давления. Для лучшего заполнения форм порошком и устранения «арочного эффекта» форму при засыпке подвергают вибрации (вручную или на вибровстряхивателе). На конечную пористость порошка в форме существенное влияние оказывают ускорение и частота вибраций.
Основным требованием к материалу формы является отсутствие взаимодействия с материалом порошка при спекании. Для порошков цветных металлов применяют стальные или графитовые формы, а для черных металлов — керамические. Теоретически габариты заготовок, сформованных свободной засыпкой порошка в формы, не ограничиваются и определяются размерами формы и рабочего пространства печей для спекания.
Шликерное литье — формование заготовок путем заливки шликера (однородной концентрированной суспензии порошка в жидкости) в пористую форму с последующей сушкой. Как правило, шликером наполняют гипсовую форму, являющуюся «негативом» требуемой конфигурации изделия (рис. 9). После заполнения большая
часть жидкости впитывается гипсовой формой, частицы твердой фазы подсыхают и прочно сцепляются между собой. Затем форму открывают, подсохшую отливку извлекают и подвергают окончательной сушке и спеканию.
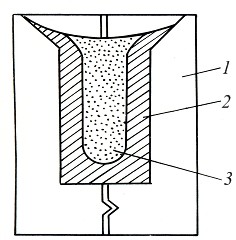
Рис. 9. Схема шликерного литья: 1 — разъемная гипсовая форма; 2 — сформованная заготовка; 3 — остаток шликера
Для изготовления шликера используют дисперсные порошки с размером частиц 1…2 мкм (но не более 10 мкм), так как при применении более «грубых» порошков не удается получить устойчивую и однородную суспензию. В качестве связующей жидкости для порошков неокисляющихся металлов применяют воду, окисляющихся — спирты. Для предупреждения образования коагулянтов в растворе применяют специальные добавки типа соляной или уксусной кислот, щелочи, альгинаты аммония или натрия и др. Как правило, массовая доля твердой фазы в шликере составляет 40…70 %.
Процесс шликерного литья можно интенсифицировать, вакуумируя форму, создавая избыточное давление на шликер или нагревая его. Шликерным литьем изготавливают изделия сложной формы и больших размеров, которые трудно получить традиционными методами порошковой металлургии.
3. Спекание
Спекание сформованных заготовок является одной из важнейших технологических операций, применяемых при изготовлении изделий методами порошковой металлургии, назначение которой состоит в придании спекаемым телам определенной структуры и соответствующих физико-механических, гидравлических и химических свойств. Сущность процесса спекания состоит в том, что в сформованном порошковом теле имеется свободная энергия повышенного уровня (в виде энергии на поверхности раздела между фазами порошка и среды, энергии на границах зерен, избыточной энергии кристаллической решетки и др.). Уменьшить свободную энергию можно в результате переноса вещества в зоны контактов между частицами и соединения контактирующих частиц порошка друг с другом. Для протекания этого процесса необходима определенная энергия активации, обеспечиваемая соответствующим нагревом порошковой заготовки.
Под спеканием понимается термически активируемый, самопроизвольный или инициируемый внешним воздействием переход системы контактирующих твердых тел или пористой среды в термодинамически более равновесное состояние за счет уменьшения площади свободной поверхности.
Фактически спекание заключается в нагреве сформованной заготовки и ее выдержке в нагретом состоянии в течение определенного времени. Спекание проводят при температуре равной 0,7…0,9 абсолютной температуры плавления наиболее легкоплавкого компонента смеси (твердофазное спекание). В отдельных случаях (твердые режущие сплавы) температура спекания может превышать температуру плавления наиболее легкоплавкого компонента. Этот вид спекания называемся жидкофазным. В процессе спекания при повышенных температурах активизируются диффузионные процессы, что приводит к увеличению размеров контактов между частицами порошка, уменьшению объема пор, увеличению прочности прессовки. Плотность и прочность спекаемых изделий существенно зависят от атмосферы, в которой проводят спекание. При этом восстановительные среды (водород, диссоциированный аммиак) предпочтительнее нейтральных газов (аргон), так как восстановление оксидных пленок на частицах порошка ускоряет спекание. Качественно и быстро проходит спекание в вакууме. Длительность выдержки при спекании составляет от получаса до нескольких часов.
Разработанные в настоящее время методы и технологические приемы порошковой металлургии позволяют получать изделия, не уступающие литым и кованым деталям того же химического состава, и создавать новые материалы со свойствами, которые не могут быть получены обычными методами.
4. Области применения порошковых материалов
Порошковые материалы по назначению можно условно разделить на антифрикционные, фрикционные, электротехнические, конструкционные, инструментальные. В некоторых случаях принадлежности порошковых материалов к той или другой группе условны, так как материал по определенным признакам может одновременно принадлежать к нескольким названным выше группам.
4.1. Порошковые антифрикционные материалы
Антифрикционные материалы — материалы, используемые в несущих или направляющих узлах, и обладающие повышенной износостойкостью и низким коэффициентом трения.
Антифрикционные порошковые материалы широко используются в машиностроении (в том числе в сельскохозяйственном машиностроении), приборостроении, промышленности (пищевой, фармацевтической и других ее отраслях) в узлах, работающих в самых разных условиях эксплуатации.
Антифрикционные материалы в зависимости от условий работы должны обладать следующими свойствами:
- хорошей начальной прирабатываемостью, т. е. время, необходимое для снижения коэффициента трения между подшипником и валом до заданной величины, должно быть минимальным;
- высокими триботехническими свойствами (коэффициент трения должен быть ≤ 0,3 (в том числе при наличии смазки — < 0,1), Pv (в зависимости от режима работы) — от 20 до 40,0 МПа · м/с при скорости скольжения (v) от 2 до 200 м/с и нагрузках (Р) от 45 до 0,2 МПа);
- способностью выдерживать нагрузку, скорость и температуру без разрушения и изменения формы и функциональных свойств;
- способностью образовывать самосмазывающиеся или легко притирающиеся продукты истирания коллоидного характера (пленку), которые могут предохранить шейку вала от износа даже при затрудненной смазке;
- меньшей твердостью, чем у шейки вала, причем твердость должна снижаться как можно меньше в процессе нагрева;
- высокой теплопроводностью для хорошего отвода теплоты, получаемой при трении;
- достаточной выносливостью или сопротивлением усталости;
- достаточной вязкостью (в случае ударной нагрузки);
- хорошими технологическими свойствами;
- микропористостью или микрокапиллярностью, способствующей удержанию смазки на поверхности;
- хорошими антикоррозионными свойствами.
Материалами, обладающими этими свойствами, долгое время являлись литые материалы на основе меди, главным образом, оловянистые бронзы. Однако они не всегда соответствуют эксплуатационным характеристикам современных машин и механизмов.
В настоящее время существует значительное количество порошковых антифрикционных материалов, которые используются в изделиях общего машиностроения, работающих в обычных условиях, и в изделиях специального назначения, эксплуатирующихся в сложных условиях.
Широкое распространение в производстве получили пористые подшипники скольжения на основе порошков железа и меди, изготавливаемые по традиционной для порошковой металлургии технологии.
Пористые антифрикционные материалы на основе железа являются самыми распространенными. Они успешно конкурируют с литыми сплавами типа баббитов и бронз.
Пористое железо является наиболее простым типом материала, имеющего структуру феррита. При обильной смазке длительная работоспособность пористого железа обеспечивается при нагрузках 2…2,5 МПа и скорости скольжения 1…2 м/с (Pv = 2,5…5,0 МПа·м/с). При эксплуатации подшипников из пористого железа рабочая температура не должна превышать 70…80 °С.
Пористое железо после пропитки пор маслом применяют в качестве прядильных колец, подшипников аппаратуры, приборов и т. д.
Железографитовые материалы. Их использование в узлах трения особенно предпочтительно при затруднительной подаче регулярной смазки или недопустимости ее применения в условиях сильной запыленности среды, частых пусках и остановках механизмов, при больших нагрузках и малых скоростях скольжения (направляющие втулки, подшипники валов с возвратно-поступательным движением).
Основными компонентами для изготовления железографитовых материалов являются: железный порошок, графит и (в небольших количествах) медь, сера, фосфор. В железографитовые материалы вводят, в основном, от 1 до 4 % графита. Графит в антифрикционных материалах выполняет двойную роль. Так, растворившийся в железе графит увеличивает прочность металлической основы, а не растворившийся — играет роль твердой смазки.
Антифрикционные свойства железографитовых материалов определяются их самосмазываемостью, хорошей прирабатываемостью, износостойкостью, прочностью. Самосмазываемость этих материалов происходит за счет масла, выступающего в процессе трения из поровых каналов, что выгодно отличает пористые антифрикционные материалы от литых. Выделение масла на поверхность трения объясняется различным объемным тепловым расширением масла и металлической основы материала, а впитывание в поровые каналы — межмолекулярными силами жидкости, действующими в случае, если ее температура не превышает критических значений. Эффект самосмазывания пористых вкладышей, пропитанных маслом, обусловливает образование на поверхностях трения граничных слоев масла, сплошность которых зависит от средней температуры процесса.
Длительность работы подшипников из железографитовых материалов определяется условиями работы и не превышает 3000…5000 часов. Такие подшипники применяют в тепловозостроении, в узлах трения сельскохозяйственных машин, для изготовления втулок угольных транспортеров и прокатных станов, деталей автомобилей, сверлильных станков и других целей.
Композиции «железо–медь–графит» способны обеспечивать работоспособность подшипников при непрерывной подаче смазки и Pv до 7,0 МПа·м/с. Для работы в условиях ограниченной смазки рекомендуют использовать композиции с повышенным содержанием графита (4…15 %) и меди (4…12 %). Материал ЖГр4Д7 (4 % С и 7 % Сu) обеспечивает работоспособность узлов трения в режиме самосмазывания при скорости скольжения 0,94 м/с и нагрузке 1,0…4,5 МПа с коэффициентом трения 0,1.
Композиции «железо–медь» и «железо–медь–графит» способны выдерживать статические нагрузки до 60…790 МПа. Дальнейшее улучшение железографитовых материалов достигается при их легировании фосфором, марганцем, цинком, оловом. Разработаны сплавы на основе железа с повышенными антифрикционными и антикоррозийными свойствами для деталей, работающих при больших нагрузках.
В узлах трения с высокими скоростями скольжения даже при небольших нагрузках могут развиваться значительные температуры, которые вместе с силами инерции способствуют удалению смазки из области трения, что делает неэффективным использование жидких или консистентных смазок. Для таких узлов, работающих в условиях сухого трения, одним из обязательных условий работоспособности узлов является создание и постоянная регенерация на их поверхности защитных разделительных пленок, исключающих контакт ювенильных металлических поверхностей и их последующее схватывание.
Для улучшения триботехнических свойств материалов, работающих в таких условиях, используют различные вещества, которые наносят на трущиеся поверхности в качестве твердой смазки. К ним относятся сульфиды, селениды, йодиды, хлориды, фториды, нитриды и оксиды металлов.
Тонкие слои твердых смазок, наносятся на поверхность трущихся деталей, но эти слои сравнительно легко смываются жидкостями или удаляются при механическом воздействии. Эффективным методом образования стабильной разделительной пленки на трущихся поверхностях является введение твердой смазки непосредственно в материал. Однако применение твердых смазок в спеченных железографитовых материалах ограничено, так как при спекании при высоких температурах возможно разложение этих смазок.
Первыми порошковыми антифрикционными материалами на основе меди, которые стали применяться в промышленности, были оловянистые бронзы. Их оптимальные антифрикционные и механические свойства обеспечиваются при 9…11 % Sn. Пористость обычно составляет П = 15…35 %; σв= 76…140 МПа; δ ≈ 5 %; Pv = 1,5…2,5 МПа·м/с.
Пористые бронзы применяют для изготовления подшипников, работающих в условиях, характеризующихся малыми скоростями скольжения (< 1,5 м/с) и нагрузками (0,5…1,0 МПа). В условиях дополнительной смазки предельная нагрузка может составить 8 МПа при v = 1 м/с. С повышением скорости скольжения до 6 м/с нагрузка снижается до 1 МПа.
Широкое распространение в народном хозяйстве получили спеченные самосмазывающиеся подшипники скольжения из композиций «бронза–графит», в которых содержание графита обычно составляет 2…4 %; Sn — 8…10 % и Сu — 86…90 % (по массе).
Перспективными триботехническими материалами для использования в подшипниках скольжения являются износостойкие спеченные хромооловянистые и хромоникелеоловянистые бронзы с твердыми смазками.
При работе в условиях особо интенсивного износа для узлов трения применяют композиции на основе карбидов и боридов.
На основе карбида вольфрама изготавливают кольца, шарики и седла клапанов, которые обладают следующими свойствами: твердость HV 9,5…18 ГПа, γ = 11,5..15 г/см3, σв = 120…280 МПа и α = (5…6)·10-6 К-1.
Повышенной твердостью, прочностью, вязкостью, устойчивостью к абразивному износу, термической стабильностью и инертностью к агрессивным средам обладают материалы на основе боридов титана, циркония и гафния. В этих материалах содержится 87,5…70 % боридов и 12,5…30 % порошка металла этой группы.
Для подшипников скольжения, работающих при повышенных температурах, применяют композиции W–BN. Износостойкость этих композиций определяется содержанием борида BN.
4.2. Фрикционные материалы
В настоящее время большинство машин и механизмов оснащено фрикционными устройствами определенного назначения. Движение машины, ее остановка и маневрирование, изменение режима эксплуатации механизма и его управление невозможны без применения фрикционных тормозных либо передаточных устройств, работа которых во многом определяет технические характеристики машин и механизмов.
В связи с жесткими условиями работы тормозных устройств современных машин фрикционные материалы должны иметь:
- высокую фрикционную теплостойкость, т. е. сохранение устойчивого значения коэффициента трения и незначительного износа в широком диапазоне температур;
- достаточную стойкость к истиранию. Уровень требуемой износостойкости устанавливается в зависимости от условий эксплуатации и находится в пределах от 0,01…0,02 до 0,10…0,15 мкм за рабочий цикл;
- достаточную коррозионную стойкость и способность не коррозировать с сопряженными деталями.
Кроме того, элементы фрикционной пары не должны схватываться (свариваться) как в процессе торможения, так и после него. Для таких материалов существенным является полное использование трущихся поверхностей, т. е. получение максимально возможной контактной поверхности. При этом видимая площадь трения должна составлять не менее 80 % номинальной, а поверхности трения должны быть гладкими (без задиров).
Особые требования предъявляются к фрикционным материалам и в отношении физико-механических свойств, т. е. фрикционные материалы должны обладать высокой механической прочностью при рабочих температурах. В процессе эксплуатации не должно происходить скалывания и расслоения, образования глубоких трещин и выкрашивания компонентов материала, которые могут нарушить нормальную работу узла.
В настоящее время наиболее полно всем этим требованиям отвечают порошковые фрикционные материалы, которые состоят из металлических и неметаллических компонентов. Металлические компоненты придают материалу прочность, неметаллические — повышают коэффициент трения и уменьшают склонность к заеданию. Благодаря таким особенностям, эти материалы могут работать при высоких нагрузках и скоростях проскальзывания и характеризуются более высокой износостойкостью, чем другие фрикционные материалы.
Применение порошковых материалов во фрикционных узлах обеспечивает плавность их включения, стабильность коэффициента трения и повышенную долговечность.
Для работы в масле применяют разнообразные порошковые фрикционные материалы, в которых в качестве металлической связки используют медь, легированную, в основном, оловом или алюминием.
Для работы в тяжелых условиях эксплуатации (трение без смазки) применяют порошковые фрикционные материалы на основе железа. Эти материалы характеризуются более высокими фрикционными и механическими свойствами по сравнению с материалами на основе меди.
Основные области применения порошковых фрикционных изделий можно классифицировать следующим образом:
- а) передаточные устройства, работающие в сухую, – слабонагруженные (тракторы, станки и другие), средненагруженные (чеканочные и штамповочные прессы, промышленный транспорт, тормоза для работы без смазки), тяжелонагруженные (самолеты);
- б) сцепления, работающие со смазкой, – средненагруженные (автоматические трансмиссии, станки, управления тракторов) и тяжелонагруженные (силовые трансмиссии в тракторах).
Следует отметить, что в гидротрансмиссиях автомобилей БелАЗ применяют порошковые фрикционные диски с накладками из материала на основе меди. Максимальное давление в этих узлах достигает 10 МПа, а максимальная скорость – 60 м/с. В колесных тормозах автогрейдеров применение порошковых фрикционных дисков позволило увеличить срок службы тормозов в 10 раз.
Новые фрикционные материалы на основе порошковых материалов применяются в тормозах и предохранительных муфтах тракторов «Беларус». Срок службы узлов при этом увеличился до 8…10 тыс. часов.
4.3. Электротехнические материалы
Порошковые материалы применяются в электротехнике, электромашиностроении, автоматике и телемеханике, радиотехнике, радиоэлектронике и других отраслях промышленности. На основе порошковых материалов изготавливают различные детали со специальными свойствами.
В электротехнической промышленности широко применяют различные типы разрывных и скользящих контактов. Несмотря на имеющееся в настоящее время большое количество разработанных материалов для электрических контактов различного назначения, проблема создания высоконадежных электрических контактов полностью еще не решена. Требования, предъявляемые к материалу контактов, непрерывно возрастают и изменяются. Материалы должны быть стойкими (термически, химически и механически), иметь малое электрическое сопротивление (в том числе и контактное), обладать высокими теплопроводностью и эрозионной стойкостью при воздействии электрической дуги, сопротивляемостью свариваемости при замыкании и размыкании контактов.
Технологические приемы производства электрических контактов методом порошковой металлургии разнообразны и обеспечивают возможность получения изделий не только требуемого химического состава, но и заданной структуры, определяющей оптимальное сочетание их свойств.
Разрывные электрические контакты используют для замыкания электрических цепей в высоко- и низковольтных (в том числе и слаботочных) электрокоммутирующих аппаратах и приборах. Наиболее подходящими для применения в этих контактах являются следующие материалы: вольфрам, молибден, тантал и рений. Их свойства удовлетворяют многим требованиям, предъявляемым к контактным материалам: высокая температура плавления, повышенные прочностные характеристики, требуемые значения критических сил тока и напряжения, электроэрозионная стойкость, сопротивление свариваемости, а оксиды этих материалов летучи и электропроводны.
Однако данные металлы обладают малой электропроводностью и низкой теплопроводностью, а также высоким контактным сопротивлением. Этих недостатков лишены серебро, медь, золото, платина и другие металлы платиновой группы. Они имеют высокие электропроводность и теплопроводность, коррозионную стойкость, низкое контактное сопротивление. Эти металлы используют в промышленности как контактные материалы, хотя они и являются остродефицитными и дорогостоящими. Поэтому для изготовления разрывных контактов чаще всего применяют композиционные материалы.
По составу разрывные контакты делят на следующие:
- металлические – одно- (Ag, W, Mo, Au, Pt и другие), двух- (Ag–Ni, Ag–Mo, Ag–W, Cu–W, Cu–Mo, Au–W, Au–Mo, Fe–Cu и другие), трех- и более компонентные (Ag–Ni–Cd; Ag–Ni–Cu; W–Cu–Ni; W–Ag–Ni; Fe–Cu–Bi; Ag–Pd–Au; Ag–Pd–Ni; Ag–Ni–Cd–Те);
- металлографитовые (Ag–С; Сu–С);
- металлооксидные (Ag–CdO; Ag–CuO; Ag–ZnO; Ag–ZrО2; Ag–Ta2О5; Ag–HfО2; Ag–Cr2O3; Ag–CdO–Al2O3; Ag–Ni–CdO; Ag–Cu–CdO и др.);
- металлокарбидные, металлоборидные или металлонитридные (Ag– WC; W–WC; Cu–Ni–WC; Me–TiC; TiB2; TiN или Me– ZrB2, ZrN и др.).
Скользящие электрические контакты представляют собой пару трения, в которой, наряду с низким контактным сопротивлением, должен обеспечиваться и низкий коэффициент трения. При этом контактная пара не может состоять из однотипных материалов, так как в этом случае в условиях эксплуатации может происходить схватывание трущихся поверхностей. Твердость материалов, составляющих контактную пару, также должна быть различной. Желательно, чтобы материал токонесущего элемента был более твердым, чем материал подвижного контакта. Для улучшения антифрикционных свойств материала при сохранении его твердости и прочности в состав материала вводят твердые смазки (дисульфид молибдена, сульфид цинка, фтористый кальций, графит, селениды некоторых редких металлов и другие) или легкоплавкие металлы (например, галлий), которые становятся жидкими при работе контактной пары. Скользящие контакты применяют в виде пластин, стержней, цилиндров, проволочек и т. п. В качестве основы материала скользящего контакта чаще всего используют медь или серебро.
Наиболее распространенным методом получения таких материалов является прессование и спекание шихты из порошка меди с различными углеродосодержашими материалами. Многие металлографитовые щетки изготавливают из смесей порошков меди и природного графита. Большая часть щеток (кроме графита) содержит и другие углеродистые составляющие, которые вводят для повышения прочности, улучшения износостойкости и снижения контактного сопротивления. Такими добавками являются пек, сажа или коксовая мелочь, резина.
При изготовлении медно-графитовых скользящих контактов, которые применяются в электрощетках, необходимо создать медный каркас, придающий материалу максимальную электропроводность.
Бронзографитовые контакты содержат 2…5 % графита и 70…80 % меди (остальное — олово, железо, никель) и используются для изготовления коллекторных пластин, пантографов для двигателей электропоездов.
Серебряно-графитовые контакты содержат 2…50 % графита и используются в точных измерительных приборах в сухом состоянии либо в масляной среде при скоростях до 0,33 м/с и нагрузке 0,05…0,02 МПа.
Скользящие контакты на основе порошкового материала легированного серебра готовят из смеси порошков соответствующих компонентов. В качестве антизадирных присадок используют MoS2, WS, MoSe, WSe, ZnS, ReS и легирующие добавки Sn, Ni, Cd, Те, Со, Pd. Дополнительно в качестве присадок вводят также оксиды (МnО, CdO). Контакты на основе серебра работают в различных климатических условиях при значениях токов от микроампер до единиц ампер.
В качестве материалов скользящих электроконтактов можно использовать также ряд материалов на основе железа и никеля. Для токоприемников троллейбусов, трамваев, электровозов применяют сплав, содержащий 32,0…83,0 % Fe и 0,2…17,0 % С, пропитанный композицией, содержащей капролактам, гексаметилендиамин, дипиновую кислоту и формиат меди.
Магнитно-мягкие материалы широко применяют в электро- и радиотехнике, автоматике и телемеханике, радиоэлектронике, приборостроении. Изготовление магнитно-мягких изделий литьем трудоемко, а потери материала составляют до 60…80 %. При этом себестоимость магнитно-мягких спеченных деталей на 30…60 % ниже себестоимости тех же деталей, изготовленных из компактного материала путем обработки на металлорежущих станках.
В промышленности наиболее применяемыми магнитно-мягкими материалами являются чистое железо, сплавы железа с никелем (типа пермаллоя), с кремнием и алюминием (типа альсифера), с хромом или алюминием и др. Сплавы типа пермаллоя получают из механической смеси порошков, а также из порошков, полученных путем совместного осаждения карбонилов железа и никеля.
Для изготовления постоянных магнитов многих электро- и радиоприборов применяются так называемые магнитно-твердые сплавы, обладающие большими значениями коэрцитивной силы и сравнительно значительной остаточной магнитной индукцией.
Если сравнительно недавно порошковая металлургия была одним из методов получения магнитно-твердых материалов, обеспечивающим высокую технологичность, то в настоящее время возникли новые классы этих материалов, которые могут быть получены только из порошков. К таким материалам относятся магниты на основе сплавов кобальта с редкоземельными металлами, магниты на основе магнитно-твердых ферритов и на основе высокодисперсных порошков железа и его сплава с кобальтом, магниты на основе сплавов марганца с висмутом и алюминием. При этом широкое распространение получили сплавы на основе железа типа Fe–Ni–Al–Со с добавками различных элементов.
4.4. Порошковые конструкционные материалы
Наиболее распространенными видами порошковых изделий являются конструкционные детали, применяемые в машинах, механизмах и приборах. В зависимости от условий работы порошковые конструкционные детали подразделяют на ненагруженные, мало-, средне- и сильнонагруженные. Типовыми деталями из порошковых конструкционных материалов являются шестерни, кулачки, звездочки, зубчатые колеса, накладки, шайбы, колпачки, заглушки, храповики, накладные и специальные гайки, крышки, фланцы, седла и корпуса клапанов, статоры, диски и роторы насосов, муфты, кольца, ограничители, а также детали мерительных инструментов и другие детали сложной конфигурации, применяемые в приборостроении и различных отраслях машиностроения. Детали могут выпускаться в виде готовых изделий или заготовок, которые требуют незначительной механической обработки. Решение об изготовлении деталей машин и приборов методами порошковой металлургии принимается исходя, в основном, из экономических соображений (главную роль здесь играет стоимость пресс-форм). Экономически целесообразно изготавливать конструкционные детали методами порошковой металлургии лишь при их массовом производстве, т. е. при производстве около 50 тыс. штук на 1 прессформу.
Ненагруженные и малонагруженные конструкционные детали изготавливают из углеродистой стали. Их получают из смеси порошков железа и графита.
При изготовлении шестерен традиционными методами литья и механической обработки в стружку уходит до 60 % высококачественного металла. Метод порошковой металлургии позволяет, в основном, устранить этот недостаток и имеет даже некоторые дополнительные преимущества, заключающиеся в изготовлении шестерен с определенной пористостью (5…15 %) и пропитывании их маслом, которое образует с имеющимся в спеченной шестерне свободным графитом, коллоиднографитовую смазку, удерживаемую в порах силами поверхностного натяжения. Благодаря наличию пропитанных маслом пор, уменьшается износ и снижается шум при работе шестерен.
К высокотемпературным материалам относятся материалы из тугоплавких порошков или соединений и порошковые материалы на основе этих соединений и порошков.
Тугоплавкими принято считать металлы, температура плавления которых выше, чем у железа. В качестве высокотемпературных материалов применяют материалы из порошков вольфрама, молибдена, тантала, ниобия, титана. Порошковый вольфрам, тантал, ниобий, молибден применяют в атомной энергетике, радиотехнике,
порошковый вольфрам и молибден — в производстве нитей накаливания. Порошковый молибден используется для изготовления нагревательных элементов электрических печей. Порошковый титан и его сплавы, благодаря высокой удельной прочности и коррозионной стойкости, применяют при производстве деталей ракет, самолетов, для химического производства, а также в судостроении и медицине.
4.5. Порошковые инструментальные материалы
Инструментальные материалы — материалы, предназначенные для изготовления инструментов или их рабочих частей. Необходимыми свойствами инструментальных материалов являются высокая износостойкость и твердость. При этом желательно, чтобы эти материалы обладали достаточной вязкостью, жаропрочностью, жаростойкостью, прочностью.
К традиционно используемым инструментальным материалам относятся инструментальные стали. При этом, в связи с ужесточением условий работы (особенно режущего инструмента) сам инструмент или его рабочие части (режущие кромки) изготавливают из сверхтвердых композиционных материалов на основе алмазов, керамик, твердых сплавов и др.. Из инструментальных материалов изготавливают режущий инструмент, инструмент для обработки давлением (пресс-формы, штампы и другие), некоторые измерительные инструменты (калибры, скобы и прочие) и др. Современные инструментальные материалы позволяют с высокой точностью обрабатывать детали и осуществлять их обработку при высоких скоростях резания, а изготовленный из этих материалов инструмент обладает высокой стойкостью при ее экстремальных режимах.
Твердые сплавы. Одним из важнейших и наиболее распространенных материалов, получаемых методом порошковой металлургии, является твердый сплав. Это — гетерогенный керамико-металлический материал, характеризующийся соответствующим комплексом физикомеханических свойств (особенно износостойкостью и высокой упругостью материала) и нашедший широкое применение в промышленности в качестве режущего инструмента. При получении твердых сплавов реализуются такие преимущества порошковой металлургии, как возможность получать композиционные материалы из компонентов с различной температурой плавления, возможность достижения уникального комплекса физико-механических свойств материала, а также применение безотходной технологии производства и повышение коэффициента использования металла.
Твердые сплавы (ТС) — это керамико-металлические материалы, состоящие из карбидов тугоплавких металлов и пластичного связующего (металла или сплава) при содержании тугоплавкой фазы ≥ 50 % (объема). Современные ТС получают из высших карбидов тугоплавких металлов и металлов железной группы (железа, никеля, кобальта) спеканием в присутствии жидкой фазы.
Различают карбидовольфрамовые (WC–Со), титановольфрамовые (WC–TiC–Со), титанотанталовольфрамовые (WC–TiC–ТаС–Со) и безвольфрамовые твердые сплавы.
В стандартах вольфрамовые (вольфрамокобальтовые) сплавы обозначаются буквами «ВК» с прибавлением цифры, обозначающей содержание кобальта (например, ВК6). Титановольфрамовые твердые сплавы обозначаются буквами «ТК». Марки сплавов в пределах группы также характеризуют содержание компонентов. Так, марка Т15К6 обозначает титановольфрамовый сплав типа WC–TiC–Со, содержащий 15 % TiC и 6 % Со (остальное WC).
В обозначение титанотанталовольфрамовых сплавов входят буквы «ТТК», а остальное обозначение аналогично обозначению титановольфрамовых сплавов (например, ТТ17К12). Перечень всех марок, выпускающихся в настоящее время, приведен в ГОСТ 3882–74.
К материалам, используемым для обработки резанием, предъявляют высокие требования. Комплекс основных характеристик, изучаемых у материалов данного класса, можно разделить на следующие группы (по степени важности):
- а) I группа — твердость, временное сопротивление при изгибе, теплостойкость;
- б) II группа — модуль упругости, температурный коэффициент линейного расширения;
- в) III группа — окалиностойкость (напаиваемость), температура схватывания со сталью, плотность, теплопроводность.
Следует отметить, что твердые сплавы теплостойки до температуры +800 °С.
Некоторые свойства карбидовольфрамовых (WC–Со), титановольфрамовых (WC–TiC–Со) и титанотанталовольфрамовых (WC–TiC–ТаС–Со) твердых сплавов приведены в таблице 4.2.
Таблица 2. Некоторые свойства вольфрамосодержащих твердых сплавов
| Марка | Состав % (по массе) | Твердость
HRA |
σв, МПа | Е, ГПа | |||
| WC | TiC | TaC | Co | ||||
| ВК6 | 94 | – | – | 6 | 92 | 1420 | 620 |
| ВК10 | 90 | – | – | 10 | 90 | 1600 | 560 |
| Т5К7 | 88 | 5 | – | 7 | 90 | 1300–1600 | 550–590 |
| Т15К6 | 79 | 15 | – | 6 | 92 | 800–1000 | 420 |
| ТТ4К10 | 85 | 4 | 1 | 10 | 89–90 | 1700–1900 | 450 |
| ТТ5К9 | 80,5 | 5 | 5,5 | 9 | 90–91 | 1700–2000 | 560 |
| ТТ12К8 | 62 | 12 | 18 | 8 | 91–92 | 1200–1400 | 630 |
Некоторые характеристики безвольфрамовых твердых сплавов приведены в таблице 4.3.
Таблица 3. Характеристики безвольфрамовых твердых сплавов
| Марка твердого
сплава |
Тип карбида | Количество
карбида |
Ni, %
(по массе) |
Мо, %
(по массе) |
σв, МПа | γ,
г/см3 |
Твердость
HRA |
α·10-6, К-1 |
| ТМ1 | (Ti, Nb) С | 90 | 5,0 | 5,0 | 800 | 5,8 | 91,5 | 5,9 |
| ТМ3 | (Ti, Nb) С | 64 | 21,0 | 15,0 | 1200 | 5,9 | 89,0 | – |
| ТН-20 | TiC | 79 | 16,0 | 5,0 | 1000 | 5,5 | 89,5 | 7,1 |
| ТН-30 | TiC | 69 | 24,0 | 7,0 | 1100 | 5,8 | 88,5 | 8,2 |
| ТН-40 | TiC | 61 | 80,0 | 9,0 | 1150 | 6,0 | 87,0 | – |
| КНТ-16 | Ti (C, N) | 74 | 19,5 | 6,5 | 1100 | 5,8 | 89,0 | 8,9 |
Специальные марки твердых сплавов. В настоящее время разработаны новые твердые сплавы, которые применяют не только для обработки резанием, но и в качестве материалов, обладающих хорошей износостойкостью и высокой коррозионной стойкостью. Эти сплавы можно разделить на три группы: 1) коррозионностойкие твердые сплавы; 2) окалиностойкие твердые сплавы; 3) термически обрабатываемые твердые сплавы.
Основой коррозионно-стойких твердых сплавов является карбид хрома. Сплавы с никелевой связкой отличаются высокой износостойкостью наряду с очень хорошей химической устойчивостью и окалиностойкостью. Эти сплавы рекомендуется применять для изготовления деталей, которые одновременно с износом подвергаются действию коррозии. При этом необходимо учитывать, что твердые сплавы на основе карбида хрома являются относительно хрупкими при ударных нагрузках.
В качестве окалиностойких материалов используют твердые сплавы па основе карбида титана, который является единственным карбидом, имеющим в сочетании со связующим металлом (никель, кобальт, хром) высокую стойкость против окисления, жаропрочность и термостойкость.
К термически обрабатываемым твердым сплавам относится большая группа материалов, называемых карбидосталями, ферро-TiC и т. д., представляющих собой легированные спеченные стали с добавками сложных карбидов (преимущественно TiC).
Своеобразие таких твердых сплавов, содержащих 30…70 % (по массе) TiC, состоит в возможности применения всех видов термообработки, воздействующей на свойства стальных связок, что приводит к изменению физических и механических свойств сплава в целом.
Минералокерамические твердые сплавы. Высокая твердость и износостойкость керамических материалов на основе окиси алюминия позволяет использовать Аl2O3 в сочетании с некоторыми другими оксидами, а также карбидами переходных металлов IV…VI групп периодической системы элементов Д. И. Менделеева для изготовления режущих керамических материалов.
Минералокерамику применяют для получистовой и чистовой непрерывной обточки и расточки деталей из серых, ковких, высокопрочных и отбеленных чугунов, закаленных и улучшенных сталей, цветных металлов и сплавов некоторых марок, а также неметаллических материалов (графит и другие) при высоких скоростях резания (до 600…800 м/мин) без применения смазочно-охлаждающей жидкости (СОЖ), для волочения при производстве проволоки цветных металлов и для изготовления износостойких деталей машин, подвергающихся интенсивному безударному абразивному износу (сопла, насадки). Обеспечивая высокую производительность при обработке различных материалов резанием, минералокерамика (в силу специфичности ее свойств) не может исключить необходимость применения твердых спеченных сплавов. Минералокерамика лишь расширяет диапазон используемых режущих материалов в той области, где может служить промежуточным звеном между твердыми сплавами и алмазосодержащими, а также другими сверхтвердыми композиционными материалами. Режущая керамика — ценное дополнение к твердым спеченным сплавам с хорошими перспективами увеличения ее использования.
Исходным материалом для производства режущей минералокерамики служит технический глинозем (-Al2O3) чистотой 98,5…99,5 %. Такой глинозем обжигают при температуре 1400…1600 °С, превращая его в α-модификацию (корунд). Обожженный глинозем размалывают до зернистости 1…3 мкм (например, в шаровой мельнице). Следует отметить, что измельчение зерен до их крупности менее 1 мкм нежелательно из-за увеличения хрупкости спеченного изделия.
Размолотый корунд подвергают обработке кислотами для отмывки натертого в процессе размола железа, промывают водой и высушивают.
Минералокерамический материал ЦМ-332 может быть со стеклофазой или без нее и представляет собой либо чистый оксид Аl2O3, либо содержит 97,0…99,5 % Аl2O3 (остальное Сr2O3 или Fe2O3, SiO2, MgO).
Оксидно-металлическую керамику применяют как теплостойкий и окалиностойкий материал. Для получения режущего инструментального материала к Аl2O3 добавляют 2…10 % Мо или Cr, благодаря чему вязкость кермета (по сравнению со спеченным чистым оксидом алюминия) улучшается, а хрупкость уменьшается.
Горячепрессованная режущая оксидно-карбидная керамика (Аl2O3 с 20…40 % Мо2С или сложного карбида Мо2С–WC) обладает высокой прочностью и твердостью. Изделия из такого материала (марок В3, ВОК-60 и ВОК-63) имеют соответственно плотность 4,20…4,60 г/см3; σв = 450…700 МПа; твердость HRA 92…94. Режущий инструмент с механическим креплением неперетачиваемых пластин из такой минералокерамики обладает повышенными эксплуатационными свойствами. Они позволяют увеличить производительность, повысить качество обработки изделий и снизить себестоимость операции в результате увеличения скорости резания в 2…3 раза с одновременным повышением стойкости в 5 раз (в среднем) по сравнению со сплавами ВК3М, Т30К4 и другими износостойкими твердыми сплавами при чистовой обработке деталей.
Высокие твердость и износостойкость твердых сплавов обусловили их применение не только в качестве режущих материалов. Твердые сплавы широко применяют в приборостроении, машиностроении, горном деле и многих других областях человеческой деятельности.
Обширная область использования твердых сплавов — обработка металлов давлением (волочение, штамповка, прессование, калибровка). Твердые сплавы широко применяют в виде вставок к волокам.
Следует отметить, что одним из основных потребителей фасонных твердосплавных штампов является часовая промышленность.
В машиностроении и приборостроении детали, которые раньше изготавливали из стали, в нагружаемых местах обязательно армируют твердыми сплавами (обычно типа ВК). Армирование проводят с помощью пайки мягким или твердым припоем. Все современные высокопроизводительные токарные станки оборудуют токарными центрами, армированными твердыми сплавами, ими армируют также зажимные кулачки и люнеты. У бесцентровых шлифовальных станков армируют быстро изнашивающиеся стальные направляющие полосы. В станкостроении многочисленные детали, ранее изготовлявшиеся из стали (упоры, упорные болты, направляющие втулки, криволинейные направляющие, сверлильные кондукторы, защелки механизма подачи, щупы, прижимные ролики и т. д.), в настоящее время армируют твердыми сплавами.
Важной областью применения твердых сплавов являются сопла всех видов. Сопла для пескоструйной обработки, сопла воздуходувок, разбрызгивающие и распылительные сопла, стеклопрядильные сопла и мундштуки прессов и т. д. изготавливаются с использованием твердых сплавов.
В текстильной промышленности все более широкое применение находят направляющие кольца из твердых сплавов для нитей из натурального или искусственного шелка. Аналогичные направляющие кольца применяют при изготовлении проволочной сетки, перемотке проволоки, намотке катушек, направляющих буксировочных тросов самолетов.
В керамической промышленности и порошковой металлургии твердые сплавы используются в качестве износостойкого материала для изготовления и армирования деталей размольного и прессового оборудования (футеровка мельниц, пресс-инструмент).
Сверхтвердые материалы. К сверхтвердым относят материалы, микротвердость которых превышает 45 ГПа. К ним относятся алмазы, нитрид бора (кубический и вюрцитный), карбид бора и материалы на их основе.
Синтетические сверхтвердые поликристаллические (СТП) материалы эффективно используются в различных отраслях народного хозяйства. Первоначально СТП, в основном, использовались в инструментальном производстве, но в настоящее время их применяют и как конструкционный материал.
В зависимости от исходного сырья СТП можно разделить на три группы. К первой группе относятся материалы на основе алмаза, ко второй — на основе кубического нитрида бора, к третьей — композиционные материалы, содержащие как алмаз, так и твердые оксиды, нитриды бора, карбиды.
Алмазный инструмент используют для следующего:
- заточки, шлифования и доводки твердосплавного инструмента (металлорежущего инструмента для обработки древесины и ее заменителей, применяемого в горнорудной промышленности и различных ее отраслях);
- заточки и доводки хирургических инструментов;
- обработки изделий из твердого сплава различного целевого назначения;
- обработки часовых, приборных и ювелирных камней (синтетического рубина, сапфира, агата, яшмы, самоцветов и янтаря);
- обработки кристаллов природных алмазов при изготовлении из них бриллиантов и инструмента;
- доводочного шлифования стальных и чугунных изделий;
- изготовления твердосплавных и стальных шлифов для металлографических исследований.
Алмазный порошок и связка образуют композиционный материал, который в виде алмазоносного слоя является рабочей частью инструмента. Алмазоносный слой определяет работоспособность и срок службы инструмента и характеризуется маркой и зернистостью алмазного порошка, маркой связки, твердостью, концентрацией алмазов, формой и размерами. Такой слой, как правило, прочно соединен с корпусом инструмента, наличие которого принципиально отличает алмазный абразивный инструмент от других типов абразивного инструмента. Материал корпуса и метод соединения с алмазоносным слоем выбирают в зависимости от марки связки, формы, размеров и назначения инструмента.
В настоящее время разработано множество марок сверхтвердых материалов на основе нитрида бора, различающихся составом, технологией получения и областями применения. Поликристаллические материалы на основе нитрида бора могут содержать одну кубическую кристаллическую модификацию (эльбор, кубонит, кибор). Разработаны также материалы, содержащие как сфалеритоподобную, так и вюрцитоподобную модификации нитрида бора (Гексанит-Р).
Изделия из СТП представляют собой различной формы пластины и специальные цилиндрические вставки массой от 5·10-5 до 5·104 кг, применяющиеся для производства металлорежущего инструмента (резцов, сверл, фрез), используемого при обработке закаленных сталей и чугунов с твердостью более 40 HRC. Стойкость инструмента из СТП при обработке таких материалов более чем в 10 раз превышает стойкость инструментов из твердых сплавов, что обеспечивает повышение производительности обработки в 2…4 раза.
4.6. Пористые порошковые материалы
Одной из особенностей порошковых материалов является то, что технологии порошковой металлургии предопределяют наличие пор в структуре материала. Поры присутствуют во всех изделиях порошковой металлургии. Размеры пор, их форма и распределение в материале определяют его механические, физические и эксплуатационные свойства. Современные технологии позволяют изменять содержание пор в порошковых материалах (от 0 до 70 %) и, таким образом, получать как беспористые или низкопористые изделия, так и высокопористые материалы и изделия из них.
Работоспособность пористых порошковых материалов (ППМ) и их области применения определяются наличием взаимосвязанной системы пор. Эта поровая структура обеспечивает ППМ проницаемость для газов или жидкостей, фильтрующую способность, способность к капиллярному транспорту жидкости и ее удержанию в порах, развитую удельную поверхность и другие свойства.
Пористые порошковые материалы успешно применяются в космической технике, машино- и приборостроении, промышленности (радиоэлектронной и химической), атомной энергетике, медицине, сельском хозяйстве. По сравнению с другими проницаемыми материалами на органической (войлок, бумага, ткань, полимер) и неорганической (керамика, асбест, стекло) основах, ППМ характеризуются лучшей проницаемостью, большей прочностью, пластичностью и устойчивостью к тепловым ударам. Эти материалы коррозионностойки и жаропрочны, могут работать при температурах >1000 °С, просты и экономичны в изготовлении, допускают многократное использование.
Согласно существующей классификации ППМ и их области применения можно разделить на три группы:
- фильтрующие (фильтры, фазоразделители, распределители газовых и жидкостных потоков, глушители звуковых и механических колебаний, огнепреградители и др.);
- капиллярно-пористые (испарители, конденсаторы, капиллярные структуры тепловых труб, капиллярные насосы и т. п.);
- материалы со специальными свойствами (пористые аноды, пластины аккумуляторных батарей, заменители костной ткани, катализаторы, каталитично-диффузионные мембраны и т. д.).
Фильтрующие ППМ. Наибольшее распространение получили ППМ для фильтров, которые предназначены для отделения газов и жидкостей от посторонних примесей.
Так, фильтры из ППМ используются для очистки воды, щелочных, кислотных и соленых растворов, топлива и смазочных материалов, молока, смол, основ для лаков, расплавов солей и полимеров. Кроме того, эти фильтры применяются для фильтрации сжиженных и сжатых газов (азот, кислород, гелий, воздух и другие) при их производстве и практическом применении, а также отходящих газов в технологических циклах производства (химического, металлургического, цементного и других).
В некоторых случаях с помощью таких фильтров можно улавливать дорогостоящие пылевидные катализаторы, используемые в технологических процессах химического и нефтехимического производств, что позволяет значительно их удешевлять. В зависимости от области применения, эксплуатационных и конструкционных требований фильтры изготавливают в виде дисков, пластин, цилиндров, стаканов, конусов и др.
Следует отметить, что ППМ устойчивы к резким температурным колебаниям (тепловым ударам), а своей технологичностью в изготовлении (обработка на металлорежущих станках, склеивание, сварка, пайка и т. п.) ППМ превосходят другие известные проницаемые материалы.
Фильтры из ППМ могут изготавливаться практически любых форм и размеров. Соответствующим выбором подходящего материала можно обеспечить высокую коррозионную стойкость, термическую стойкость и износостойкость фильтров.
Пористые порошковые материалы хорошо зарекомендовали себя в газораспределителях (например, при пневмотранспорте сыпучих сред). В этом случае транспортируемый продукт (цемент, мука, удобрение, пылеобразное топливо) поступает на пористую пластину, через которую снизу подается воздух. Образующаяся при этом газопылевая смесь перемещается по транспортному трубопроводу, что исключает возможность выброса дисперсных частиц в атмосферу. В этом случае материалы, изготовленные с применением ППМ, успешно заменяют ленточные и шнековые транспортеры. Опыт, накопленный при использовании таких материалов на цементных заводах, показал большие преимущества ППМ, состоящие в отсутствии движущихся и изнашиваемых деталей, низкой энергоемкости, бесшумности и надежности в эксплуатации.
Газораспределители на основе ППМ являются незаменимыми и надежными в эксплуатации и эффективно используются в разгрузочных устройствах при разгрузке содержащих дисперсные материалы вагонов, контейнеров и т. п.
Схема такого устройства показана на рисунке 10.
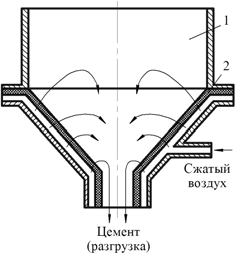
Рис. 10. Схема разгрузочного устройства: 1 — контейнер; 2 — газораспределительная перегородка из ППМ
Широкое применение данные материалы находят для аэрации жидких сред, обеспечивающей их перемешивание и насыщение газами. В этом случае газ подается через пористую стенку, находящуюся в непосредственном соприкосновении с жидкостью. Газовые пузырьки, выходящие из стенки, вступают в контакт с жидкостью и, благодаря развитой поверхности взаимодействия фаз газ–жидкость, интенсифицирует процесс газонасыщения. Использование для этих целей ППМ позволяет значительно сократить количество потребляемого воздуха, необходимого для насыщения воды кислородом, а также экономить электроэнергию и время, необходимое для биохимического процесса.
Аэрация используется для насыщения жидких сред кислородом воздуха, необходимого для обеспечения жизнедеятельности аэробных микроорганизмов, осуществляющих биологическую очистку хозяйственно-бытовых и промышленных стоков, микробиологический синтез биологически активных веществ, необходимых, например, при производстве ферментов, в дальнейшем используемых в биохимических процессах расщепления молекул крахмала для производства спирта. Наибольшее распространение получили пневматические методы аэрации, основанные на дроблении потока газа на мелкие пузырьки при помощи помещаемых в обрабатываемую жидкость пористых аэраторов. Пористые аэраторы различных конструкций изготавливаются из проницаемых материалов в виде перфорированных или пористых листов и труб, а также из тканей, полимерных и керамических материалов. Однако ППМ по коррозионной стойкости, длительной прочности, регенерируемости и эффективности применения превосходят другие материалы по всем показателям. Аэраторы из ППМ выпускаются преимущественно двух видов: трубчатые и дисковые. Их изготавливают из порошков титана, коррозионно-стойкой стали и бронзы. Схема дискового аэратора представлена на рисунке 11.
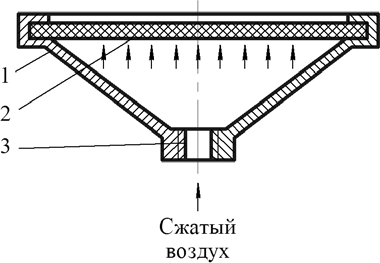
Рис. 11. Чертеж дискового аэратора: 1 — корпус; 2 — пористый диск; 3 — штуцер
Фильтрующие ППМ применяются с целью защиты объектов от теплового воздействия. Для этого через ППМ на защищаемую поверхность пропускают охладитель (газ или жидкость) и создают на ней зоны с пониженной температурой. Такое охлаждение применяют в авиационной, космической и ядерной технике (например, для защиты камер сгорания и стенок реактивных двигателей, возвращающихся на Землю космических аппаратов, стенок МГД-генераторов, электродуговых нагревателей газов и др.). Перспективными для этой цели являются псевдосплавы W–Cu, Мо–Cu. Каркас из тугоплавкого компонента позволяет сохранять требуемые прочностные свойства при высоких температурах. Медь улучшает пластичность и обрабатываемость материала и повышает его теплопроводность. Подобным способом осуществляется охлаждение свежесформованных синтетических нитей в химической промышленности (рис. 12).
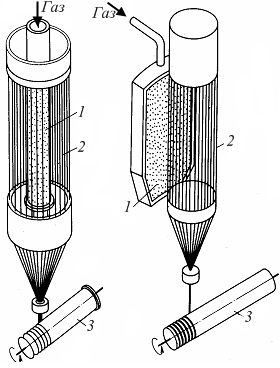
Рис. 12. Конструктивные варианты охлаждения с помощью ППМ в технологии получения синтетических волокон с трубчатым (а) и пластинчатым элементами (б): 1 — пористый элемент; 2 — нити; 3 — катушка
На практике используется и нагрев с помощью ППМ (например, для борьбы с обледенением самолетов). В этом случае подогретый воздух подается через пористые пластины, расположенные на передних кромках крыльев или хвостового оперения самолета.
В промышленности (химической, нефтеперерабатывающей и газовой) широко применяются процессы контактирования газа с твердыми дисперсными материалами в кипящем или псевдосжиженном слое.
Кипящий слой (КС) образуется при прохождении газового потока между частицами катализатора со скоростью, достаточной для перевода их во взвешенное состояние и создания интенсивного турбулентного движения, напоминающего кипение жидкости. Равномерность выхода газа по поверхности ППМ позволяет имитировать этот процесс. Процессы в КС используются также для газификации и сжигания мелкодисперсного топлива, каталитического крекинга нефти, в ряде производств органического синтеза (получение спирта, каучука, хлористого винила и др.).
Принцип создания подъемной силы потоками жидкости или газа, выходящими из ППМ, используется в аэроили гидростатических подшипниках, где отсутствует соприкосновение поверхностей.
На рисунке 4.13 показана схема работы подшипника на воздушной подушке. Чистота воздуха, создающего воздушную подушку, обеспечивается четырьмя фильтрами из коррозионностойкой стали ПPX18H10. Такие подшипники применяются в вычислительных устройствах и приборах.

Рис. 13. Схема работы подшипника на воздушной подушке
Успешно применяются ППМ в смесителях для получения газожидкостных смесей (рис. 14). Такие смесители используются в жидкостных ракетных двигателях для насыщения компонентов топлива газами перед впрыском их в камеру сгорания.
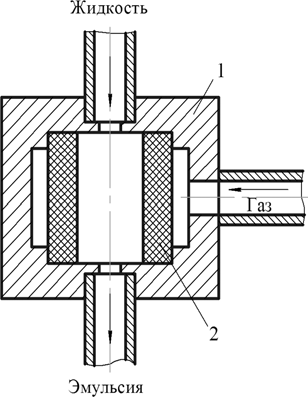
Рис. 14. Схема смесителя: 1 — корпус; 2 — пористый элемент
Фильтрующие ППМ, работающие в явно выраженном нестационарном режиме фильтрации применяются в огнепреградителях и активных глушителях шума.
Огнепреградители применяются для локализации распространения пламени (ацетилено-кислородного и водороднокислородного) в автогенной технике, в газоанализаторах, детонационных установках при нанесении защитных покрытий и изготовлении электрооборудования во взрывозащитном исполнении. Огнепреградители изготавливают из порошков титана, коррозионно-стойкой стали, никеля и бронзы в виде труб, стаканов и дисков. Как правило, их устанавливают на выходе из баллонных и рамповых редукторов, а также на входе в газовые горелки. Наибольшее распространение получили глушители, изготовленные из различных порошков бронзы.
Капиллярно-пористые ППМ. Сфера применения капиллярнопористых ППМ в современной технике расширяется в связи с интенсификацией процессов тепло- и массообмена в машинах и аппаратах.
Одним из наиболее эффективных способов охлаждения (нагрева) различных устройств является осуществление испарительно-конденсационного цикла внутри замкнутого пространства, реализуемого в тепловых трубах (рис. 15).

Рис. 15. Схема тепловой трубы: 1 — испаритель; 2 — капиллярная структура; 3 — корпус; 4 — конденсатор
Такая труба состоит из замкнутого герметичного корпуса, из которого удален неконденсирующийся газ. На внутренней поверхности корпуса расположена капиллярно-пористая структура, насыщенная жидким теплоносителем. При работе тепловой трубы подводимая теплота передается за счет теплопроводимости стенки капиллярно-пористой структуре, через которую посредством теплопроводности или конвекции теплота подводится к поверхности раздела жидкость—пар, где происходит процесс испарения. Пар переходит в охлаждаемую часть трубы, где происходит его конденсация на поверхности раздела за счет переохлаждения. Образовавшийся конденсат под действием капиллярных сил возвращается по капиллярно-пористой структуре в зону испарения. Вследствие того, что в такой системе происходит передача скрытой теплоты парообразования, тепловые трубы могут передавать большие тепловые потоки, причем из-за малых градиентов давления пара температурные перепады между испарителем и конденсатором незначительны. Эффективная теплопроводность тепловой трубы на несколько порядков выше аналогичного параметра серебра, которое является одним из лучших проводников теплоты.
Наряду с высокой эффективностью теплопередачи, тепловые трубы обладают также и другими преимуществами (отсутствует необходимость в механических элементах и дополнительной энергии, высокая надежность и экономичность при относительной простоте изготовления и эксплуатации). Удачное сочетание этих свойств позволило тепловым трубам занять в настоящее время лидирующее положение в теплотехнике.
Теплоотводы на основе тепловых труб применяются для охлаждения силовых полупроводниковых приборов таблеточного исполнения, в выпускаемых серийно агрегатах бесперебойного питания, для атомных электростанций, в устройствах питания приводов на горно-обогатительных комбинатах, в установках питания электрических цепей и др. При этом уменьшаются габаритные размеры охлаждающего устройства (на 15 %) и его масса (на 30 %). При одинаковой тепловой нагрузке охлаждаемых силовых полупроводниковых приборов упрощается конструкция преобразовательных устройств, снижаются расходы на изготовление этих устройств.
Тепловые трубы применяются в качестве элементов теплообменника типа «воздух–воздух» для охлаждения высоковольтных силовых шкафов. Теплообменник, который крепится к задней стенке силового шкафа (рис. 16), состоит из трубной доски с 39-ю тепловыми трубами, расположенными в шахматном порядке в 13 рядов, горячего (Б) и холодного (А) контуров, герметично закрытых крышкой кожуха.
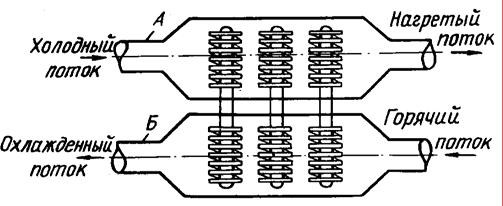
Рис. 16. Схема теплообменника типа «воздух – воздух»
При работе теплообменника, горячий воздух с температурой tгвх из шкафа подается в контур Б. Проходя через него, воздух остывает до температуры tгвых и снова попадает в шкаф. Холодный воздух из окружающей среды с температурой tгвх подается в контур А, проходя через который отбирает теплоту от тепловых труб и выбрасывается в окружающую среду. При этом среднеобъемный перегрев в шкафу в зависимости от отводимой мощности уменьшается на 15…28 % по сравнению с применяемыми пластинчатыми теплообменниками.
Перспективными конструкциями, применяемыми для охлаждения и термостабилизации модулей электронной аппаратуры, являются плоские тепловые трубы.
Экономия энергии за счет более полного использования потребляемого тепла в последние годы приобретает все большее значение. Тепловые трубы применяют для утилизации теплоты дымовых газов зерносушилок и теплогенераторов. Так, теплообменник размером 400×1500×2000 мм, содержащий 200 тепловых труб длиной 2000 мм, позволяет утилизировать теплоту агента сушки рециркуляционных зерносушилок мощностью 50 кВт, предназначенных для сушки зерна, семян и других сыпучих материалов в сельском хозяйстве и пищевой промышленности. Теплообменник позволяет утилизировать выбрасываемый в атмосферу через выхлопные окна осадочных камер и циклонов отработанный теплоноситель, имеющий достаточно большое теплосодержание (50…70 °С) вследствие его высокой влажности. При этом достигается снижение расхода топлива (на 25,6 %) и влагосодержания отработанного агента сушки (в 2…3 раза).
При утилизации теплоты дымовых газов бытовых отопительных котлов с помощью теплообменника из 18 тепловых труб длиной 360 мм достигается значительная экономия топлива (более 10 %).
Тепловые трубы также применяются в электрических машинах для охлаждения роторов и статоров двигателей, генераторов, в сварочной технике для охлаждения электродов, обмоток трансформаторов, высоковольтных выключателей большой мощности, а также для охлаждения форм для литья пластмасс, при штамповке стеклянной и пластмассовой посуды, отливке алюминиевых деталей.
Одним из наиболее эффективных способов охлаждения высокотемпературных узлов и механизмов является испарительное охлаждение. Оно предполагает подачу жидкости в зону охлаждения под действием капиллярных сил. Следует отметить, что охлаждение испарением более эффективно, чем конвективное или пленочное охлаждение в равнозначных системах. Испарительное охлаждение в пористых теплообменниках является надежным средством теплового регулирования элементов топливных систем двигателей, предотвращающим перегрев топливных баков. При этом в качестве испаряющейся жидкости может использоваться как специальная жидкость, так и криогенное топливо.
Применение ППМ в качестве испарителей в карбюраторах двигателей внутреннего сгорания способствует интенсификации испарения топлива, лучшей гомогенизации его смеси с воздухом. В результате этого достигается экономия топлива (8…14 %), сохраняются динамические качества автомобилей, снижается содержание оксида углерода в выхлопных газах (на 30…50%).
Пористые испарители выгодно отличаются от других конструкций теплообменных аппаратов тем, что не имеют подвижных частей, обладают высокой производительностью, долговечностью, имеют небольшую массу, легко восстанавливаются после длительной эксплуатации. Схема действия испарителей, используемых, например, для охлаждения потока горячего газа предсталена на рисунке 4.17.
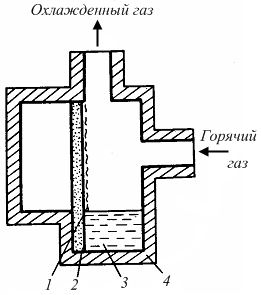
Рис. 17. Испаритель для охлаждения потока горячего газа: 1 — пар; 2 — пористая пластина; 3— жидкость; 4 — корпус
Здесь нижняя часть пористых пластин, расположенных вертикально, опущена в резервуар с испаряющейся жидкостью, а их верхняя часть омывается потоком горячего газа. Уровень жидкости в резервуаре поддерживается автоматически. Принцип испарительного охлаждения используется в устройствах, предназначенных для перевода жидкости в парообразное состояние (рис. 18).
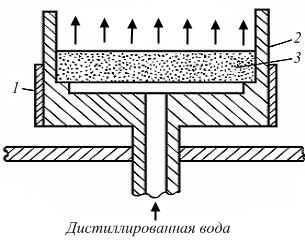
Рис. 18. Устройство для получения паров жидкости: 1 — электронагреватель; 2 — медный блок; 3 — ППМ
Способность ППМ впитывать в поровые каналы жидкость и длительно удерживать ее за счет действия капиллярных сил используется при изготовлении пористых самосмазывающихся подшипников, которые удерживают столько смазочного материала, что его иногда бывает достаточно для их многолетней нормальной эксплуатации. Аналогичный принцип используется в производстве ювелирных изделий из пористых материалов, пропитанных парфюмерными жидкостями и способных длительное время сохранять приятный запах. Из капиллярнопористых материалов также изготавливают паяльники для пайки и демонтажа радиоэлектронной аппаратуры.
ППМ со специальными свойствами. Такие материалы применяются в прикладной химии в качестве пористых электродов, химических источников тока (например, пористые электроды никелькадмиевых аккумуляторов, никелевые пористые пластины для создания щелочных батарей).
Пористые электроды используются в электрохимических генераторах (топливных элементах) при преобразовании химической энергии топлива непосредственно в электрическую энергию.
Пористые материалы применяются и в медицине. Они используются в качестве хирургического материала для замены костной ткани. Как правило, эти элементы с размерами пор 10…500 мкм изготавливают из порошков титана или коррозионно-стойкой стали. Наличие разветвленной сети поровых каналов в таких материалах способствует их проникновению в поры костной ткани и вживлению в организм человека.
Одним из наиболее перспективных способов зубного протезирования является использование зубных имплантатов, вживляемых в костную ткань челюсти. Для их фиксации и крепления необходимо применение материалов, обеспечивающих хорошую биологическую совместимость с клетками живой ткани и имеющих высокую коррозионную стойкость.
Пористые порошковые материалы из порошков алюминия, ниобия и тантала используются в качестве анодов объемнопористых электрических конденсаторов.
Существует ряд приборов и устройств, периодически работающих под водой или под воздействием водяных струй. При эксплуатации этих устройств выделяются газы, накопление которых может привести до недопустимого повышения давления в корпусе сооружения, вплоть до его деформации и разрушения. Предотвратить попадание воды в работающие приборы и обеспечить при этом отвод накопленных газов, можно используя пористые полупроницаемые мембраны, которые не пропускают воду до определенного давления и вместе с тем обеспечивают достаточную газопроницаемость. Такие материалы могут найти также применение в лампах для уличного освещения с повышенной водо- и пылезащитой, для очистки газов от влаги и т. п.
В ряде технологий, называемых чистыми (производство интегральных схем, физико-химическая поверхностная обработка металлов, химико-фармацевтическая и др.), в качестве защитной среды требуется применение водорода со строго ограниченным содержанием кислорода (≤ 10-4 % общего объема). Такие сверхчистые газы можно получить с использованием двухслойных мембран, состоящих из проницаемой медной основы и нанесенного на нее плотного слоя палладия. Однако в некоторых технологиях (например, при производстве интегральных схем, выращивания кристаллов и т. д.) присутствие микрочастиц меди и даже ее ионов нежелательно. В этом случае в качестве подложки используют ППМ из порошков коррозионно-стойкой стали, на которую наносят и припекают слой смеси порошков палладия и кобальта (15 % по массе). Такие двухслойные мембраны успешно используют для диффузионно-каталитической очистки водорода от кислорода, при этом остаточное содержание кислорода отвечает требованиям сверхчистых технологий.
Из-за развитой поверхности и возможности получения материала с большим количеством отклонений в кристаллической структуре ППМ находят все более широкое применение при реализации каталитических процессов (например, получении азотноводородной смеси каталитическим разложением аммиака).
Производство ППМ постоянно увеличивается в связи с совершенствований технологий получения этих материалов и расширения области их применения.
Просмотров: 5 642
Особенности технологии порошковой металлургии
Порошковая металлургия – отрасль промышленности, включающая в себя определенный набор способов производства металлических порошков, а также изготовление деталей из этих материалов. Это направление металлургии как способ получения готовых изделий начало активно развиваться около ста лет назад.
Содержание
- Плюсы производства
- Технологический процесс производства порошков
- Физико-механические методы
- Химико-металлургические методы
- Свойства металлических порошков
- Получение изделий из порошков
- Формовка
- Прессование
- Области применения деталей порошковой металлургии
- Детали узлов трения
- Композитные материалы
- Твердые сплавы
- Контактные материалы
- Другие сферы применения порошков
- Недостатки порошков
- Будущее порошковой металлургии
Плюсы производства
Такой способ производства деталей имеет ряд преимуществ, которые позволяют ему вытеснять более дорогие методы обработки металлов: литье, ковку и штамповку.
Существующий ряд преимуществ:
- Экономичность – исходным материалом для изготовления порошков являются разного типа отходы, например, окалина. Этот отход металлургического производства больше нигде не используется, а методы порошковой металлургии позволяют компенсировать такие технологические потери.
- Точность геометрических форм деталей. Изделия, изготовленные методом порошковой металлургии, не нуждаются в последующей обработке резанием. Следовательно, производство осуществляется с низким процентом отходов.
- Высокая износостойкость изделий.
- Простота технологического процесса.
Технология производства методом порошковой металлургии имеет много общего с изготовлением керамических изделий.
Эти процессы объединяет то, что сырьевой материал (в одном случае это песок и глина, в другом – металл) погружается в раскаленную печь. В итоге получается пористая структура материала. Такая схожесть технологических процессов привела к тому, что детали, изготовленные методом порошковой металлургии, называют металлокерамическими.
Технологический процесс производства порошков
Получение металлокерамической детали начинается с изготовления порошков. Порошки бывают разных фракций и различных размеров. Отсюда – различие в способах их производства.
Существуют две группы принципиально разных методов получения порошков:
- Физико-механические методы – измельчение посредством механического воздействия на металлические частицы в твердой или жидкой фазе. Эти методы основаны на комбинировании статических и ударных нагрузок.
- Химико-металлургические методы – изменение фазового состояния исходного сырья. Это восстановление окислов и солей, электролиз, термическая диссоциация карбонильных соединений.
Имеются ключевые моменты применяющихся способов производства металлических порошков:
- Шаровой способ – мелкие металлические обрезки со стружкой дробятся и перетираются в шаровой мельнице.
- Вихревой способ – нагнетание в специальных мельницах (при помощи вентиляторов) сильного воздушного потока, приводящего к взаимному столкновению частиц металла. На выходе получается качественно измельченный порошок, с блюдцеобразной формой зерен.
- Применение специальных дробилок. Принцип действия таких устройств основан на измельчении металлических частиц с помощью ударного воздействия падающего груза.
- Распыление – легкоплавкий металл, находящийся в жидкой фазе, распыляется потоком сжатого воздуха. После этого его отправляют для размельчения к быстровращающемуся диску.
- Электролиз – металл восстанавливается из расплава под воздействием электрического тока, что делает его хрупким. Это свойство дает ему возможность легко перемалываться в мельнице до состояния порошка. Форма зерен порошка при этом дендритная.
Физико-механические методы
Порошок требуемых фракций получают в центробежных мельницах разного типа.
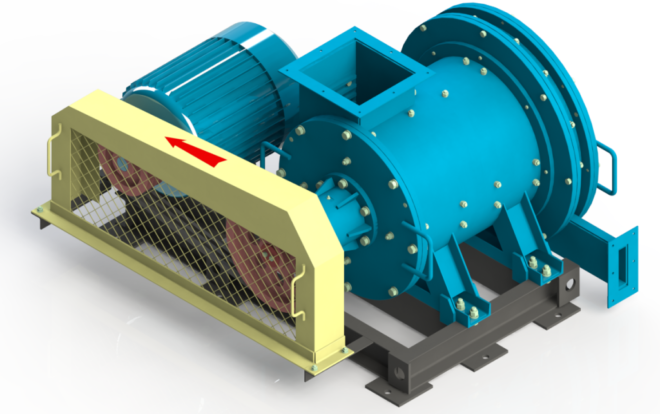
Центробежная мельница
Первичное измельчение – промежуточный этап производства порошков. Его осуществляют в конусных и валковых дробилках. В этих устройствах получат мелкие частицы металла с размером, не превышающим 1 см.
Процедура измельчения может длиться, в зависимости от применяемой технологии, от одного часа до 3–4 суток. Когда требуется сократить этот процесс, применяются уже не шаровые, а вибрационные мельницы.
В таких мельницах интенсивность процесса возрастает за счет присутствия усилий резания и создания переменных напряжений. Окончательный размер порошковых частиц составляет от 0,009 мм до 1 мм.
С целью повышения производительности процесса измельчения, его осуществляют в условиях жидкостного воздействия – для недопущения распыления металла. Объем задействованной жидкости составляет 40% от массы измельчаемых частиц.
Для измельчения твердосплавных частиц применяют планетарные центробежные мельницы. Отрицательной стороной работы такого устройства считается периодичность ее работы.
Физико-механические методы не подходят в случае необходимости измельчения цветных металлов, обладающих высокой пластичностью. Пластичные металлы измельчаются вихревыми мельницами, их принцип действия основан на измельчении частиц путем их взаимных ударов.

Вихревая мельница
Химико-металлургические методы
Чаще остальных применятся метод восстановления железа. Выполняется он из рудных окислов или окалины, образующейся в процессе горячей прокатки. Во время реакции восстановления металла нужно постоянно отлеживать количество газообразных соединений в составе порошка.
Превышение предельно допустимой нормы их содержания, приведет к повышенной хрупкости порошка. А это, в свою очередь, делает невозможным операцию прессования. Если избежать этого превышения не удалось, применяют вакуумную обработку, удаляющую большое количество газов.
Способ, основанный на распылении и грануляции – самый дешевый и простой при получении порошков. Дробление происходит под воздействием струй расплава или инертного газа. Распыление осуществляется с помощью форсунок. Регулируемые параметры процесса распыления – температура и давление газового потока. Охлаждение – водяное.
Применение электролиза как метода производства порошков наиболее целесообразно для задачи получения медных порошков, которые имеют высокую степень чистоты.
Производство порошковых изделий
Свойства металлических порошков
Порошки, как и любой другой материал, имеет ряд стандартных свойств, которые влияют на его технологическую пригодность. Специалисты к ним относят следующие свойства:
- плотность порошков, именуемая пикнометрической, определяется химической чистотой порошка и степенью его пористости;
- насыпной плотностью порошков называется его масса, полученная при свободном наполнении емкости определенного объема;
- текучестью порошков считается быстрота наполнения емкости определенного объема. Это очень важный технологический параметр, потому как от него зависит производительность последующего прессования;
- пластичность – свойство порошков принимать заданную форму и сохранять ее после прекращения нагрузки.
Получение изделий из порошков
В независимости от метода получения металлических порошков, его дальнейший путь лежит через обработку давлением с помощью специальных пресс-форм.
Для формообразования изделий из порошков применяют прессование с применением пресс-форм, прокатку и шликерную формовку.
Последняя является аналогом литья расплавленного металла в форму. Таким способом изготавливаются детали, имеющие форму тел вращения.
Формовка
Формование порошков – подготовительная операция, предваряющая процесс прессования. Включает в себя термообработку, подготовку смеси и дозировку. Повысить свойства пластичности порошков помогает термический отжиг.
Термообработка проходит в среде защитных газов при температуре от 40 до 60 процентов от температуры плавления металла. Для получения однородности состава порошков, они подвергаются обязательно операции сепарирования: просеивания металлических частиц через специальные сита. Только после того, как порошок просеян, следует переходить к приготовлению смеси порошков нужного состава.
Прессование
Суть процесса прессования заключается в плотном соединении частичек металлического порошка друг с другом. Рабочее давление механического пресса при этом составляет от 1 до 6 тыс. кг на квадратный сантиметр.
Изделия, полученные прессованием, не имеют высоких прочностных характеристик. Поэтому им требуется термообработка, заключающаяся в спекании порошков. Частицы металла в процессе расплавления образуют между собой крепкие межатомные связи, делая деталь однородной по своей структуре.
Стоит отметить, что часто операции прессования и спекания объединены в одну – горячее прессование.

Причем нагрев в этом случае осуществляют токами высокой частоты.Производство деталей из порошков методом горячего прессования значительно сокращает время, затрачиваемое на их изготовление.
Этот фактор позволяет экономить энергетические ресурсы и снижает себестоимость производства изделий.
Области применения деталей порошковой металлургии
Порошковая индустрия как способ изготовления и обработки металлов очень разнообразен по своим технологическим методам. Это дает возможность получать детали требуемого состава и необходимых свойств.
Применяя методы порошковой металлургии производства, специалисты могут производить новейшие композитные материалы, получения которых традиционными методами невозможно. Производство деталей машин и механизмов из металлических порошков дает существенную экономию на материале, за счет получения низкого расходного коэффициента.
Металлокерамические изделия применяются в широком спектре областей приборостроения, радиоэлектроники и машиностроения. Применяются порошки и в производстве режущего инструмента: резцов, сверл.

Сверла изготавливаются из порошкового металла
Производство изделий из металлических порошков в настоящий момент имеет высокую степень автоматизации. Технологическая простота операций позволяет применять работников без высокой квалификации. Эти факторы благоприятно отражаются на себестоимости продукции порошковой металлургии.
При уровне пористости порошков, который не превышает норму, они не уступают по показателю коррозионной стойкости. Особенно деталям, изготовленными стандартными способами.
Изделия порошковой металлургии обладают способностью хорошо переносить резкие скачки температур. Поэтому они применяются в средах, работающих в таких условиях.
Детали узлов трения
Специфика применения металлокерамических изделий обусловлена их свойством хорошо удерживать смазочные материалы. Эта их особенность определяется пористой структурой.
Это свойство способствует изготовлению из порошков деталей, испытывающих в своей работе трение: подшипники скольжения, направляющие втулки, вкладыши, щетки электродвигателей.
Пористая структура подшипников из порошков позволяет пропитывать их маслом. Впоследствии смазка попадает на трущиеся поверхности. Такие подшипники получили название самосмазывающиеся.

Самосмазывающиеся подшипники
Они имеют следующие достоинства:
- экономичность – применение таких подшипников позволяет уменьшить расход масла;
- износостойкость;
- экономия на материале. Замена дорогостоящей бронзы и баббита на железо.
Свойство пористости металлокерамических деталей специалисты могут усилить, если при изготовлении добавлять в них графит, который, как известно, обладает высокими смазывающими свойствами. Подшипники с повышенным содержанием графита не нуждаются в применении масла.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
Твердые сплавы
Твердосплавные изделия получают методами металлокерамики. Повышенная твердость достигается включением в состав карбидных включений. Как известно, с увеличением доли углерода в металле, возрастает его твердость.
Карбидные соединения дают высокую вязкость, сохраняя прочностные свойства порошка. Металлокерамические детали нужны там, где необходима их высокая износостойкость. Чаще всего, это режущий инструмент, а также твердосплавные матрицы и пуансоны для листовой штамповки.
Порошковая металлургия
Контактные материалы
Изделия из электроконтактных материалов. Порошковая индустрия незаменима для производства электрических контактов, применяемых в электронике и радиотехнике. В этих отраслях применяются так называемые ферромагнитные порошки.
Другие сферы применения порошков
Еще одним полезным свойством порошков является их жаростойкость, что позволяет применять их в различных тормозных механизмах. Жаростойкие свойства металлокерамики возрастают с добавлением в ее состав хрома, никеля и вольфрама.
Практически все современные магнитные детали производятся из металлических порошков. Технология порошковой металлургии позволяет получить соединения железа с различными силикатами.
Применяют металлокерамические изделия также для фильтрации газов и горючих веществ.
Недостатки порошков
Среди недостатков методов порошковой металлургии следует выделить невозможность изготовления деталей, имеющих сложную геометрическую форму, а также относительно небольшой размер изделий. Прочность и однородность структуры порошков уступает деталям, изготовленным методами объемной штамповки, горячей ковки и волочения.

Детали, изготовленные из порошков, имеют более низкую плотность, в сравнении с деталями, изготовленными обработкой металлов давлением. Этот фактор имеет повышенное значение, когда нужно облегчить какой-либо узел механизма. Это дает возможность инженерам-конструкторам решать задачи уменьшения расхода металла, не теряя эксплуатационных свойств деталей.
Порошковая металлургия требует строго соблюдения мер пожарной безопасности. Склонность к самовозгоранию порошков – опасный производственный фактор, требующий четкого соблюдения правил техники безопасности.
Будущее порошковой металлургии
Развитие порошковой металлургии обязано преследовать цель увеличения номенклатуры изделий, которые мастера могут изготовить этим способом.
Детали сложных конфигураций, которые сейчас получают на заводах только обработкой резанием, должны в будущем изготавливаться методами порошковой металлургии. Это позволит уменьшить материалоемкость производства сложных деталей.
Дальнейшая автоматизация производственного процесса – отличительная черта современных промышленных предприятий. Касается она и производства изделий из металлических порошков.
Снижение влияния человеческого фактора на технологический процесс, повышает точность изготовления деталей.
Качество изделий порошковой металлургии с течением времени должно конкурировать с передовыми технологиями производства деталей машин и механизмов. Повышение качества и снижение себестоимости готовой продукции – приоритетная задача предприятий порошковой металлургии.
Видео: Получение порошков
В. А. Райныш, А. В. Шурупов, М. А. Шурупов
РЕШЕНИЕ ПРОБЛЕМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ В ФУНДАМЕНТАЛЬНЫХ ИССЛЕДОВАНИЯХ
Ключевые слова: неравновесная плазма, порошки, наночастицы, адсорбированные загрязнения.
В статье предлагается решение ключевых проблем порошковой металлургии в применении неравновесной плазмы в качестве инструмента для очистки поверхностей частиц от загрязнений, а также наиболее оптимального перемешивания фракций и компонентов. Изученность фундаментальной наукой процессов, происходящих с частицами в плазменном реакторе, позволяет проектировать современные технологические линии, актуальность которых в случае применения наночастиц для получения более высоких потребительских свойств изделий, — несомненна.
Keywords: nonequilibrium plasma, powder, nanoparticle application, adsorbed contamination.
In this paper the solving of main problems of powder metallurgy concerning application of nonequilibrium plasma as the tool for clearing particles surfaces from pollution, and also for the optimal mixing of fractions and components is proposed. The level of scrutiny by fundamental science of the processes taking place with particles in a plasma reactor, allows to project modern processing lines, which urgency in case of nanoparticle application for generation of products with higher consumer properties is doubtless.
В представленной статье акцент сделан на изученность процессов, происходящих с частицами в «пылевой» плазме в результате фундаментальных исследований, что позволяет выйти на технологическое применение.
Неравновесная плазма для модифицирования поверхностей волокон в промышленных масштабах уже нашла широкое применение. И это большой успех российской науки. В порошковой металлургии все обстоит скромнее. И потому мы приняли на себя труд применения преимуществ неравновесной плазмы в порошковой металлургии, которая практически уже исчерпала возможности традиционных технологий в повышении качества изделий. Причиной тому является, прежде всего, окружающий поверхность каждой частицы слой адсорбированных загрязнений. Этот слой при компактировании и спекании играет основную роль при образовании вещества межчастичных границ, роста их толщины и, в конечном итоге, является основным фактором влияния на физические свойства изделия. Очистка поверхности от этого слоя позволяет создать при компактировании условия для взаимодействия поверхностных свободных электронных связей смежных частиц, во многом облегчить протекание диффузионных процессов. Межчастичные границы при этом становятся существенно тоньше, снижая свой вклад в свойства изделий. Естественно, что после очистки частиц от адсорбированных загрязнений нет смысла в операциях на воздухе.
В случае применения неравновесной плазмы вопросы чистоты поверхностей частиц и качества перемешивания компонентов шихт решаются
автоматически благодаря физическим аспектам конструкции реактора. И это решение одних из самых главных задач в порошковой металлургии. Затем следует решение задач компактирования и получения аномально быстрых параметров диффузии при спекании компактов, что также позволяет управлять качеством изделий [1].
С уменьшением фракций порошков до наноразмеров обычные трудности превращаются в неразрешимые проблемы. Речь идет не только о влиянии
поверхностных загрязнений частиц, очистка от которых традиционными методами не приносит успеха, но и качество перемешивания фракций, которое также становится проблемой, и создание устойчивых агрегатов, которое может нивелировать все преимущества ультрадисперсных частиц. На этом фоне очевидна востребованность результатов фундаментальных исследований в области низкотемпературной плазмы, в частности, пылевой плазмы для нужд технологии.
Применение в технологии
низкотемпературной плазмы помогает решить ряд проблем: качественное перемешивание фракций ввиду случайного воздействия электрических сил в вакууме, очистка электронной бомбардировкой поверхностей частиц порошков, оптимальное протекание диффузионных процессов на операциях компактирования и спекания, снижение энергосиловых затрат в случае применения импульсных технологий, значительное повышение качественных параметров готовых изделий, выход на рынок
конкурентоспособных товаров.
Но платой за это является перевод технологии на другой качественный уровень -создание технологических линий.
Предлагается к рассмотрению следующая схема технологической линии с использованием плазменного реактора, изображенная на рис.1 [2]. Важным
фактором, стимулировавшим разработку нижеприведенного устройства, является изученность процессов, происходящих в плазменном реакторе, что позволило выполнить расчеты основных параметров устройства [3]. Расчеты проводили для порошка тантала, одного из наиболее
тугоплавких металлов. Задавались размером частиц менее 5мкм.
На рис.1 представлена опытная схема
технологической линии, плазменный реактор которой выполнен на базе трубки кварцевого стекла диаметром 26мм, толщиной стенки 1мм и длиной 1150мм.
I Плтмпшич рппктор 7. Дозатор порошка
3. I ен ер а тор И ЧИ по/1 я
4. Ггш’рптор СВЧ-поля
5. Резонатор
6. (тикоВое соединение го шлюз
7. Камера накопителя порошка в. Камера компактироВания (показами позиции предварительного набора порошка В матриці/. махнитоимпі/лі. того компактироВания. Выталкивания прессовки)
9. Узел магнитаимпцльснояо Воздействия Ю. Камера окончательного спекания изЛелі/я
Рис. 1 — Схема технологической линии для
изготовления изделия методом порошковой металлургии
В верхней части реактора находится оголовок, в котором находится бункер с исследуемым порошком и дозатор, объединенный с устройством деагрегатирования, которое необходимо в случае применения в технологии ультрадисперсных порошков, склонных к созданию агрегатов. Из дозатора частицы падают в реакционную зону, образованную неравновесной ВЧ — плазмой. Здесь должна происходить очистка поверхностей частиц от адсорбированных загрязнений. Очистить полностью поверхности частиц от загрязнений очень трудно, особенно если на поверхности уже возникли энергетически устойчивые соединения, например, окислы. Известно, что для побуждения к отрыву атомов кислорода с окисленной поверхности титана, требуются очень высокие температуры электронов — от 22,4 до 33,6 эВ [4]. Известно стимулирование этого процесса активацией атомов тонкого слоя поверхности разными способами. В нашем случае принято решение применить СВЧ-поле для нагрева тонкого слоя поверхности частиц в процессе продвижения их под действием силы тяжести.
Двигаясь по каналу плазменного реактора порошки подвергаются интенсивному перемешиванию под действием сил тяжести и электрического воздействия,
— согласно [5], наиболее эффективным и экономичным способом, — при этом заряженные частицы не
соприкасаются, образуя межчастичные пространства, заполненные буферным газом, с которым загрязнения, оторванные с поверхностей частиц, направляются в систему очистки вакуумпровода.
Перемешанные частицы порошков попадают через шлюзовой узел в накопительную камеру, откуда подаются в прессовый узел и подвергаются компактированию. Поскольку разрабатывается новый технологический процесс на передовых достижениях науки, то и компактирование предполагается проводить магнитно-импульсным способом с подведением импульсного тока для сваривания частиц между собой. В зависимости от чистоты поверхностей частиц последние еще в накопительной камере могут начать создаваться конгломераты, а в матрице узла компактирования при сжатии реализуются сдвиговые деформации,
дополнительно способствующие
возникновению металлических связей. Очистка поверхностей, образующих
межчастичные границы, оптимальное
усреднение по объему компонентов шихты при перемешивании, использование импульсных деформирующих и токовых воздействий способствуют уменьшению толщин границ контакта, что позволяет
снизить энергосиловые параметры при компактировании, ускорить процессы диффузии при спекании и повысить
качественные параметры готовых изделий. Таким образом, открывается возможность разработки технологий изготовления изделий из порошков без смачивающих веществ, в том числе, неметаллических и
многокомпонентных, что для настоящего уровня технологий является весьма сложной проблемой. Кроме того, эффективное перемешивание в вакууме дает возможность использовать в шихтах порошки различного фракционного состава, в том числе, ультрадисперсных, что обещает управляемое повышение качественных параметров
изделий.
Предложенная в данной работе схема может быть использована в различных видах технологий и покрывает обширный круг задач порошковой металлургии: от порошковых
электролитических конденсаторов, с их зависимостью от удельной емкости и удельной поверхности используемых порошков, но и от исходной чистоты поверхностей последних, до твердосплавных изделий, спекание которых до сих пор не реализовано без смачивающих веществ, причем свойства последних являются зачастую определяющими в части стойкости, например, режущих кромок при механической обработке материалов.
Универсальным узлом данной и всех остальных схем является плазменный реактор, позволяющий реализовать использование различных способов воздействия на частицы и являющийся обязательным агрегатом любой аппаратурной технологической схемы, построенной для изготовления изделий с повышенными качественными параметрами и использующей порошки в качестве исходного материала.
В поисках технологий, позволяющих получать конкурентоспособные изделия со все более высокими параметрами качества и экономики, — а современные представления предусматривают использование в этих целях ультрадисперсные порошки, как в качестве основного, так и подшихтовочного материала,
— технолог — конструктор обязательно должен будет обратить внимание на те возможности, которые открывает перед ним неравновесная плазма
Литература
1 Райныш В.А.,Шурупов А.В., Фортов В.Е., Шурупов М.А. . «Проблемы применения ультрадисперсных частиц в порошковой металлургии и пылевая плазма.» журнал «Нанотехника», июнь 2008 №2 (14), стр.13-18.
2 Пат. 2396358 Российская Федерация, МПК В 22 Б 3/ 12, В 22 Б 1/00. Способ изготовления изделий методом порошковой металлургии / Райныш В.А., Шурупов А.В., Шурупов М.А., заявитель и патентообладатель Москва, Объединенный ин-т высоких температур РАН. -№2008137523/02; заявл.22.09.2008; опубл. 27.03.2010, Бюл. № 21. — 10с.
3 Тезисы: «Анализ возможности применения газового разряда для очистки поверхности порошков микронного размера»
(Райныш В.А., Шурупов М.А.) — Труды
конференции «Физика экстремальных состояний вещества — 2008», Черноголовка, 2008г., с.286-288.
4 Еловиков С. С. «Разрушение поверхности
твердого тела медленными электронами»// Соросовский образовательный журнал, №10,
с.100-107, 1999.
5 Ревуженко А.Ф., Александрова Н.И. / Физическая мезомеханика 8 5 (2005), С.77-83.
© В. А. Райныш — канд. техн. наук, ст. науч. сотр. Шатурского филиала Объединенного института высоких температур РАН, vedy777@mail.ru; А. В. Шурупов — канд. техн. наук, член-корр., дир. Шатурского филиала Объединенного института высоких температур РАН, shurupov@fites.ru; М. А. Шурупов — асп. МФТИ, shurupov.ma@gmail.com.
Из этого материала вы узнаете:
- Что собой представляет порошковая металлургия и в чем ее плюсы
- Какими свойствами обладают свойства металлических порошков
- В чем заключается технологический процесс производства металлических порошков
- Какие изделия производят из металлических порошков
Для производства высококачественных деталей, предназначенных для машиностроения, радиоэлектроники и прочих областей промышленности, используются изделия из металлических порошков. Технология дает возможность формировать заготовки, спекать и окончательно обрабатывать изделия (включая калибровку, доуплотнение, выполнение чистовой механической обработки, термообработки и т. п.).
Для готовых деталей, получаемых таким способом, характерны высокая прочность, соответствие заданным размерам и конфигурации. В этой статье подробнее остановимся на качествах металлопорошковых изделий.
Что собой представляет порошковая металлургия и в чем ее плюсы
Порошковая металлургия используется в том случае, когда отсутствует возможность создания нужных деталей или материалов при помощи традиционных методов металлообработки либо металлопорошковый способ производства оказывается экономически более целесообразным.
Металлопорошковая технология помогает в создании композиционных материалов, имеющих риботехническое (речь о подшипниках скольжения, фрикционных накладках и дисках), электротехническое (контакты, магнитотвердые и магнитомягкие изделия) и инструментальное (твердые сплавы) назначение, а также конструкционных деталей (втулок, колец, храповиков, шестерней, крышек подшипников, кулачков и др.) и т. п.
Среди преимуществ создания изделий из металлических порошков следует отметить:
- Снижение затрат на финальную обработку заготовки. В большинстве случаев изделия из металлических порошков имеют окончательные размеры и не требуют дополнительной механической обработки либо нуждаются в минимальной чистовой отделке, позволяющей добиться высокой точности изделий. Такая технология особо эффективна при создании деталей, имеющих сложную геометрическую форму.
- Возможность изготовления деталей, обладающих регулируемой пористостью (фильтров, катализаторов, глушителей шума и пр.).
- Возможность создания градиентных и композиционных материалов, получение которых при использовании традиционных технологий невозможно.
Основными сферами, в которых нашли применение изделия из механических порошков, являются автомобильная промышленность (на которую приходится примерно 70 % всего объема продукции), области приборостроения, производство бытовой техники.

В 1999-2000 гг. Европейская Ассоциация порошковой металлургии провела статистические исследования и, проанализировав собранные данные, сделала вывод о том, что изготовление 1 000 тонн изделий из металлических порошков позволяет сэкономить 1 500–2 000 тонн металла, высвободить 50 металлорежущих станков, на 120 000 нормочасов снизить трудоемкость работ, более чем в 1,5 раза повысить производительность труда.
Еще одним преимуществом порошковых деталей является их себестоимость, которая в среднем в 2-2,5 раза ниже, чем себестоимость изделий из металлического проката.
В 2000 году металлообрабатывающими предприятиями всего мира (за исключением предприятий стран СНГ) было выпущено более 700 000 тонн изделий из металлических порошков. Расширился ассортимент создаваемых по данной технологии деталей, стало возможным производство из металлокерамики шатунов двигателей, крышек подшипников, колец синхронизаторов КПП, роторомасляных насосов, седел клапанов, кулачков распределительных валов, узлов АКПП и т. п.
С развитием этой металлообрабатывающей отрасли повышается качество исходных материалов, благодаря чему улучшается плотность и прочность готовых изделий и материалов; усложняются формы и увеличивается размерная точность деталей; повышаются механические и функциональные характеристики готовой продукции.
Решению поставленных перед отраслью задач способствует создание оборудования, обладающего высокой формовочной точностью и повышенной производительностью, открытие новых технологических процессов производства изделий из металлических порошков.
На сегодняшний день эта отрасль металлообработки позволяет не только экономить ресурсы, но эффективно создавать материалы, обладающие уникальными свойствами, что невозможно при использовании традиционных способов работы с металлами.
Свойства металлических порошков
Технологическая пригодность металлических порошков, как и любых других материалов, определяется их стандартными характеристиками, среди которых:
- пикнометрическая плотность, зависящая от химической чистоты и уровня пористости порошка;
- насыпная плотность, под которой понимают массу порошка, получаемую при свободном наполнении емкости заданного объема;
- текучесть порошков, определяемая в зависимости от скорости наполнения емкости определенного объема (этот параметр имеет существенное значение, поскольку влияет на производительность последующего прессования);
- пластичность, под которой понимают свойство порошка принимать и сохранять определенную форму.

Независимо от того, каким способом получен металлический порошок, его дальнейшая обработка выполняется за счет давления и применения специальных пресс-форм.
Форма изделиям из металлических порошков придается при помощи прессования с использованием пресс-форм, прокатки и шликерной формовки.
Технология шликерной формовки аналогична формовочному литью, с ее помощью изготавливают втулки, оси, штуцеры, валики и др.
Технологический процесс производства металлических порошков
Прежде чем приступить к производству металлокерамических деталей, необходимо изготовить порошки. Различия во фракциях и размерах готовых измельченных частиц обусловлено разными способами производства.

Методы получения порошков делятся на две большие группы:
- В основе физико-механических методов изготовления металлических порошков лежит измельчение твердых или жидких частиц металла механическим способом. Эта группа технологий сочетает в себе обработку за счет статических и ударных нагрузок.
- При использовании химико-металлургических методов изменяют фазовое состояние исходного материала. Модификация достигается за счет восстановления окислов и солей, электролиза, термической диссоциации карбонильных соединений.
Получение металлических порошков возможно одним из следующих способов:
- Шаровым. При этом происходит дробление и перетирание металлических обрезков и стружки при помощи шаровой мельницы.
- Вихревым. В этом случае в специальных мельницах насосами нагнетается воздушный поток, под воздействием которого металлические частицы сталкиваются друг с другом. Зерна готового порошка имеют блюдцеобразную форму. Качество готового материала весьма высокое.
- При помощи специальных дробилок, измельчающих частицы металла за счет ударного воздействия падающего груза.
- Распылением. Этот способ подходит для работы с легкоплавкими металлами. Жидкий сплав распыляют за счет потока сжатого воздуха, а затем измельчают при помощи быстровращающегося диска.
- Электролизом. Для восстановления металла используется электрический ток. В результате хрупкость металла повышается, что позволяет измельчать его в мельнице до порошкообразного состояния. Готовые зерна имеют дендритную форму.

1. Физико-механические методы
Для получения порошка с нужными фракциями используются центробежные мельницы.
Промежуточным этапом является первичное измельчение, для которого используются конусные и валковые дробилки, позволяющие измельчить металл до частиц размером не более 1 см.
В зависимости от используемой технологии процесс занимает от одного часа до трех-четырех суток. При необходимости ускорения производства прибегают к помощи вибрационных мельниц.
Процесс измельчения при помощи таких мельниц отличается большей интенсивностью, поскольку прилагаются режущие усилия, а также создается переменное напряжение. Размер получаемых зерен варьируется от 0,009 до 1 мм.
Повышению производительности процесса измельчения металлических частиц способствует жидкостное воздействие, благодаря которому металл не распыляется. При этом объем используемой жидкости составляет около 40 % от массы обрабатываемого вещества.
Твердосплавные частицы измельчаются при помощи центробежных мельниц. К недостаткам этого типа мельниц относится периодичность работы.
При помощи физико-механических методов нельзя измельчать высокопластичные цветные металлы. Для работы с пластичными материалами используются вихревые мельницы, измельчающие частицы за счет ударов друг о друга.
2. Химико-металлургические методы
Наиболее распространенным способом изготовления металлических порошков является восстановление железа, выполняемое при помощи рудных окислов или окалины, которая является продуктом горячей прокатки. При этом важное значение имеет количество газообразных соединений в порошке.

Если их количество будет выше допустимой нормы, то готовый порошок будет излишне хрупким, что не позволит его в дальнейшем прессовать. Если превышение нормы все же произошло, излишняя часть газов удаляется при помощи вакуумной обработки.
Наиболее простым и дешевым способом является тот, в основе которого лежат распыление и грануляция. Для измельчения металла используются струи расплава либо инертного газа, распыляемые при помощи форсунок. Температуру и давление газового потока можно регулировать, для охлаждения используется вода.
Медные порошки с высокой степенью чистоты чаще всего получают за счет электролиза.
Какие изделия производят из металлических порошков
Технологические методы, позволяющие получать порошки, весьма многочисленны и разнообразны. Благодаря этому возможно изготовление изделий из металлических порошков, обладающих нужными свойствами и составом.

Технология порошковой металлургии дает возможность создавать новейшие композитные материалы, которые невозможно произвести иными способами. Порошковое покрытие металлических изделий позволяет экономно использовать материалы из-за их более низкого расходного коэффициента.
Без изделий из металлокерамических порошков сегодня не обходятся такие сферы промышленности, как приборо- и машиностроение, радиоэлектроника, изготовление инструментов, включая сверла, резцы.
На сегодняшний день изготовление металлопорошковых изделий автоматизировано, в связи с этим не требуется наличия на предприятии высококвалифицированных кадров. Эти факторы снижают себестоимость готовых металлических изделий.
Если пористость порошков находится в пределах нормы, то их коррозионная стойкость аналогична этому показателю у деталей, произведенных традиционными способами.
Изделия, изготовленные из металлических порошков, устойчивы к резким перепадам температур, что обуславливает сферу их использования.
Детали узлов трения
Благодаря пористой структуре изделия из металлических порошков хорошо удерживают смазку.

Именно поэтому металлопорошковые материалы используются для производства деталей, подвергающихся повышенному трению в процессе эксплуатации (подшипников скольжения, направляющих втулок, вкладышей, щеток электродвигателей).
Поскольку порошковые подшипники имеют пористую структуру, их можно пропитать смазочными материалами. В дальнейшем смазка начнет выходить на поверхность подшипника и перейдет на соприкасающиеся детали. Подобные подшипники называют самосмазывающимися.
Они обладают следующими преимуществами:
- экономичностью (снижают расход смазки);
- износостойкостью;
- экономией на материалах (железо используется вместо дорогой бронзы и баббита).
Пористость изделий в процессе их изготовления можно усиливать путем добавления в металлические порошки графита, характеризующегося отличными смазывающими качествами. Подшипникам, в которых содержится высокий процент графита, смазка не требуется вовсе.
Композитные материалы

Высокотехнологичные машины и аппаратура комплектуются деталями и элементами, изготовленными из композитных материалов. Развитие высоких технологий повлекло за собой активное развитие металлопорошкового производства.
В отличие от сплавов, композитные материалы могут состоять из различных компонентов, как металлических, так и неметаллических.
При помощи традиционных способов металлообработки, к примеру, плавления в металлургических печах, нельзя получить соединения вольфрама и меди. Производство компонентных материалов помогает решить эту проблему.
Для того чтобы изготовить композитные материалы, нужные компоненты просто смешивают друг с другом, затем придают им необходимую форму при помощи пресса, после чего спекают.
Среди композитных материалов можно также отметить ядерное топливо.
Твердые сплавы
Благодаря современным технологиям можно получать твердосплавные изделия за счет добавления в их состав карбидных включений. Не секрет, что чем выше содержание в металле углерода, тем более твердым он является.
Карбид повышает вязкость порошков, при этом не отражаясь на его прочностных характеристиках. Металлокерамические детали отличаются повышенной износостойкостью, поэтому именно из них изготавливают режущие инструменты, твердосплавные матрицы и пуансоны, при помощи которых выполняется листовая штамповка металлов.
Контактные материалы

Металлические ферромагнитные порошки используются также для создания электроконтактных материалов, т. е. электрических контактов, без которых невозможен выпуск электронных и радиотехнических деталей.
Возможно использование металлических порошков и в других сферах.
Благодаря устойчивости к воздействию высоких температур, порошки оптимальны для производства различных тормозных механизмов. Для повышения жаростойких качеств в металлокерамику добавляют хром, никель и вольфрам.
Для производства абсолютного большинства современных магнитных изделий используются порошки из металла. За счет инновационных технологий железо можно соединять с разного рода силикатами.
Изделия из металлических порошков применяются для создания фильтрующих устройств для газов и горючих веществ.
Свойства металлических порошков
Технологическая пригодность металлических порошков, как и любых других материалов, определяется их стандартными характеристиками, среди которых:
- пикнометрическая плотность, зависящая от химической чистоты и уровня пористости порошка;
- насыпная плотность, под которой понимают массу порошка, получаемую при свободном наполнении емкости заданного объема;
- текучесть порошков, определяемая в зависимости от скорости наполнения емкости определенного объема (этот параметр имеет существенное значение, поскольку влияет на производительность последующего прессования);
- пластичность, под которой понимают свойство порошка принимать и сохранять определенную форму.
Независимо от того, каким способом получен металлический порошок, его дальнейшая обработка выполняется за счет давления и применения специальных пресс-форм.
Форма изделиям из металлических порошков придается при помощи прессования с использованием пресс-форм, прокатки и шликерной формовки.
Технология шликерной формовки аналогична формовочному литью, с ее помощью изготавливают втулки, оси, штуцеры, валики и др.
Преимущества и недостатки порошковой металлургии
Преимущества процесса порошковой металлургии, среди прочих:
- способность контролировать качество и количество материала;
- обработка использует низкую температуру поэтому энергоэффективность производства высокая;
- скорость получения продукта высокая;
- процесс экономичный, потому что никакой материал не тратится впустую во время обработки.
Недостаток порошковой металлургии, в том числе:
- стоимость изготовления и хранения порошка дорогая;
- невозможно получить критически важные допуски, так как металлический порошок не способен перетекать в литейное пространство;
- трудно получить равномерную плотность.
Применение продуктов порошковой металлургии
Порошковую металлургию применяют в авиации, электротехнике, радиотехнике и многих других отраслях промышленности. Это связано с тем, что применяемая технология производства позволяет получать детали сложной формы. Кроме этого, современные технологии порошковой металлургии позволяют получить детали, обладающие:
- Высокой прочностью. Плотная структура определяет повышенную прочность.
- Долговечностью. Получаемые изделия могут прослужить в тяжелых условиях эксплуатации на протяжении длительного периода.
- Износостойкостью. Если нужно получить поверхность, которая не истирается под механическим воздействием, то нужно рассмотреть технологию порошковой формовки.
- Пластичностью. Можно также получить заготовки повышенной пластичности.

Продукция порошковой металлургии
Также распространение этой технологии можно связать с низкой себестоимостью получаемых изделий.
Достоинства и недостаткиМетод получения изделий из порошков получил достаточно широкое распространение по причине большого количества достоинств:
- низкая стоимость получаемых изделий;
- возможность производства крупных деталей со сложными поверхностями;
- высокие физико-механические качества.
Металлургический порошковый метод характеризуется и несколькими недостатками:
- Получаемая структура обладает относительно невысокой прочностью.
- Структура характеризуется меньшей плотностью.
- Рассматриваемые технологии предусматривают применение специализированного оборудования.
- При нарушении технологии производства детали имеют низкое качество.
Сегодня порошковая металлургия активно применяется в самых различных отраслях промышленности. Кроме этого, ведутся разработки, которые направлены на улучшение качества получаемых изделий.
В заключение отметим, что при соединении мелких частиц различных металлов и сплавов получаются материалы с особыми эксплуатационными качествами.
Методы получения порошков
Разнообразие требований, предъявляемых к порошкам в зависимости от области их применения, а также свойства самих металлов объясняют существование большого числа различных методов производства металлических порошков. Общепринятым является условное деление этих методов на физико-химические и механические.
К физико-химическим методам относят технологические процессы производства порошков, связанные с глубокими физико-химическими превращениями исходного сырья. В результате получаемый порошок по химическому составу и структуре существенно отличается от исходного материала. Основными являются методы восстановления металлов, электролиз и термическая диссоциация карбонилов.
Механические методы обеспечивают превращение исходного материала в порошок без существенного изменения его химического состава. Чаще всего используют размол твердых материалов в мельницах различных конструкций и диспергирование расплавов.
Физико-химические способы получения порошков в целом более универсальны, чем механические. Возможность использования дешевого сырья (отходы производства в виде окалины, оксидов и т. д.) делает многие физико-химические способы экономичными. Порошки ряда тугоплавких металлов, а также порошки сплавов и соединений на их основе могут быть получены только физико-химическими способами.
Выбирая метод получения металлического порошка, учитывают, прежде всего, необходимость обеспечения требований, предъявляемых к конечной продукции из него, а также экономическую оценку соответствующих технологических процессов – себестоимость порошка, стоимость дальнейшей переработки порошка в изделия.
Механические методы получения порошков могут применяться как самостоятельные, а также входить в схему производства порошка физикохимическими методами (рис. 1).
Диспергирование расплавов – это способ получения металлического порошка распылением расплавленного металла или сплава струей сжатого газа, жидкости или механическим путем.
Распылением получаются порошки железа, сталей, чистых металлов, в том числе легких и тугоплавких, а также сплавов на их основе. Распыление эффективно для получения порошков многокомпонентных сплавов и обеспечивает объемную равномерность химического состава; оптимальное строение и тонкую структуру каждой частицы. Методы диспергирования позволяют увеличить выпуск порошков с контролируемыми свойствами.
Одним из распространенных способов распыления для многотоннажного получения порошков быстрорежущих сталей является диспергирование газом (аргоном, гелием или азотом). Схема с вертикальным расположением форсунки, где на струю расплавленного металла под углами 60º направлены потоки подогретого газа с дозвуковой и сверхзвуковой скоростью, представлена на рис. 2.
Полученные порошки подвергаются восстановительному отжигу. Механические способы получения порошков, основанные на измельчении твердых тел, часто совмещают с приготовлением смесей порошков.
Из методов измельчения наибольшее распространение получили:
- обработка металлов резанием с образованием мелкой стружки или опилок;
- измельчение металлов в паровых, вихревых, центробежных, молотковых и других мельницах.
Одним из наиболее распространенных видов размольного оборудования являются барабанные мельницы.
В простейшем конструктивном варианте такая мельница представляет собой вращающийся вокруг горизонтальной оси барабан 5, внутри которого находятся измельчаемый материал и мелющие тела (рис. 3, а). Мелющие тела чаще всего имеют форму шара и изготовлены из стали.
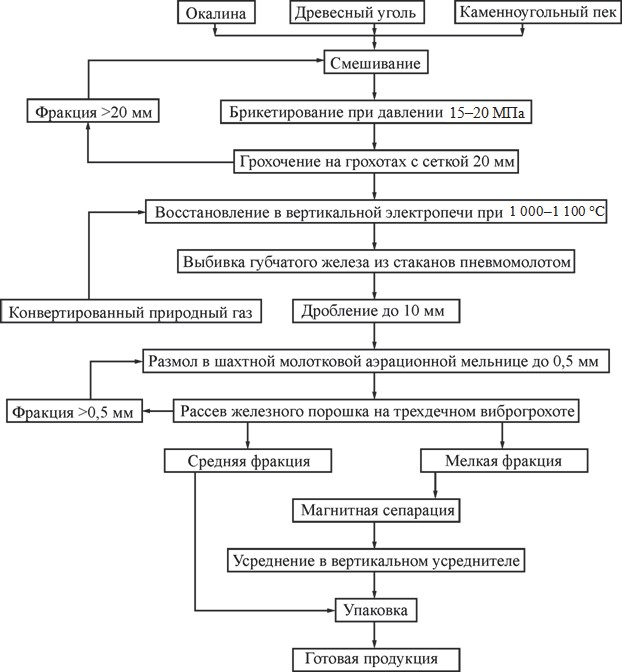
Рис. 1. Разновидность технологической схемы получения железного порошка методом восстановления окалины
Процессы, происходящие в рабочем объеме барабанных мельниц, сводятся к следующему: мелющие тела поднимаются на некоторую высоту в направлении вращения барабана до тех пор, пока угол подъема не превысит угол естественного откоса, после чего шары скатываются или падают вниз и измельчают материал, истирая и раздалбливая его.
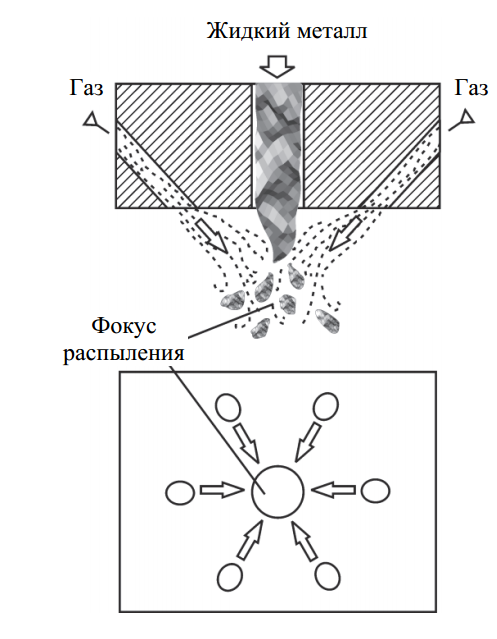
Рис. 2. Распыление жидкого сплава инертным газом
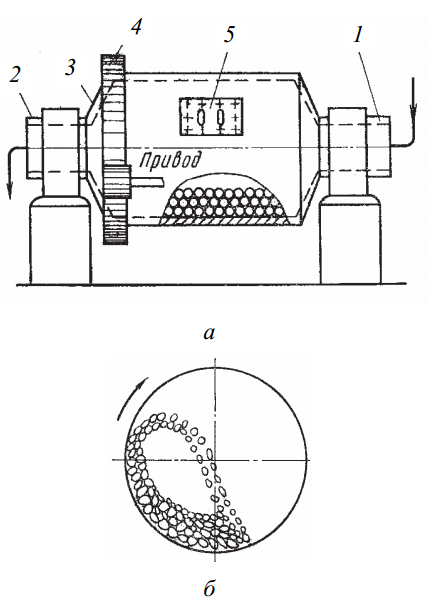
Рис. 3. Барабанная шаровая мельница: а – схема устройства: 1, 2 – подшипники; 3 – крышка; 4 – зубчатое колесо; 5 – люк; б – схема перемещения размольных тел и измельчаемого материала
Измельчение может быть мокрым и сухим. Считается, что мокрое измельчение более эффективно и улучшает экологические характеристики оборудования.
Формовка
Формование порошков – подготовительная операция, предваряющая процесс прессования. Включает в себя термообработку, подготовку смеси и дозировку. Повысить свойства пластичности порошков помогает термический отжиг.
Термообработка проходит в среде защитных газов при температуре от 40 до 60 процентов от температуры плавления металла. Для получения однородности состава порошков, они подвергаются обязательно операции сепарирования: просеивания металлических частиц через специальные сита. Только после того, как порошок просеян, следует переходить к приготовлению смеси порошков нужного состава.
Свойства металлических порошков
Порошки, как и любой другой материал, имеет ряд стандартных свойств, которые влияют на его технологическую пригодность. Специалисты к ним относят следующие свойства:
- плотность порошков, именуемая пикнометрической, определяется химической чистотой порошка и степенью его пористости;
- насыпной плотностью порошков называется его масса, полученная при свободном наполнении емкости определенного объема;
- текучестью порошков считается быстрота наполнения емкости определенного объема. Это очень важный технологический параметр, потому как от него зависит производительность последующего прессования;
- пластичность – свойство порошков принимать заданную форму и сохранять ее после прекращения нагрузки.
Формовка
Формование порошков – подготовительная операция, предваряющая процесс прессования. Включает в себя термообработку, подготовку смеси и дозировку. Повысить свойства пластичности порошков помогает термический отжиг.
Термообработка проходит в среде защитных газов при температуре от 40 до 60 процентов от температуры плавления металла. Для получения однородности состава порошков, они подвергаются обязательно операции сепарирования: просеивания металлических частиц через специальные сита. Только после того, как порошок просеян, следует переходить к приготовлению смеси порошков нужного состава.
Области применения продукции из порошкового алюминия
Большинство порошковых алюминиевых сплавов могут подразделяться на три основных области применения изделий и деталей:
- пониженная плотность;
- высокая прочность;
- высокая температура эксплуатации.
Снижение плотности достигается путем добавления лития. Известно, что некоторые промышленные алюминиево-литиевые сплавы (например, 2090 и 8090) производят классическим методом с выплавкой слитков. Однако методами порошковой металлургии достигают:
- сверхпереохлаждения за предел равновесной растворимости лития в алюминии
- повышения прочности путем дисперсного упрочнения очень мелкими частицами вторичной фазы.
Эти порошковые алюминиево-литиевые сплавы во многом способны заменить классические сплавы 2024 и 7075.
Высокопрочные сплавы производят:
методом сверхбыстрого затвердевания сплавов серии 7ххх с дополнительным легированием переходными элементами, таким как кобальт, цирконий или никель
механического легирования карбидами алюминия или оксидами алюминия чистого алюминия или сплавов алюминий-магний.
Эти сплавы предназначают для замены сплава 7075-Т6.
Сплавы для работы при повышенных температурах получают сверхбыстрым затвердеванием алюминиевых сплавов с добавками редкоземельных или переходных металлов путем механического легирования.
Несмотря на интересные технические возможности, фактический экономический интерес к порошковому алюминию в алюминиевой промышленности весьма незначительный. Главным барьером для широкого применения изделий из порошкового алюминия является их высокая стоимость – грубо в 1,5-2 раза больше, чем изделия из классических алюминиевых слитков. Это происходит из-за необходимости применения специального оборудования и мер безопасности при обращении с металлическими порошками.
Другим препятствием является малый размер заготовок, которые могут перерабатываться в изделия методами обработки металлов давлением, и ограниченная доступность. Определенным препятствием для применения компонентов из порошкового алюминия в критических несущих конструкциях из-за отсутствия надежных неразрушающих методов испытания для обнаружения малых пор или других дефектов. Промышленное применение изделий из порошкового алюминия в настоящее время в основном ограничивается :
- высокопрочными сплавами для деталей военных самолетов
- износостойкими сплавами для автомобильных двигателей
- сплавов с высоким модулем упругости для повышения жесткости деталей и изделий
- высокотемпературными сплавами для двигателей, а также фюзеляжей самолетов.
Химико-металлургические методы
Чаще остальных применятся метод восстановления железа. Выполняется он из рудных окислов или окалины, образующейся в процессе горячей прокатки. Во время реакции восстановления металла нужно постоянно отлеживать количество газообразных соединений в составе порошка.
Превышение предельно допустимой нормы их содержания, приведет к повышенной хрупкости порошка. А это, в свою очередь, делает невозможным операцию прессования. Если избежать этого превышения не удалось, применяют вакуумную обработку, удаляющую большое количество газов.
Способ, основанный на распылении и грануляции – самый дешевый и простой при получении порошков. Дробление происходит под воздействием струй расплава или инертного газа. Распыление осуществляется с помощью форсунок. Регулируемые параметры процесса распыления – температура и давление газового потока. Охлаждение – водяное.
Применение электролиза как метода производства порошков наиболее целесообразно для задачи получения медных порошков, которые имеют высокую степень чистоты.
Производство порошковых изделий
Металлургия порошкового алюминия
Алюминиевые сплавы, которые создаются методами порошковой металлургии, предлагают значительные преимущества по сравнению с традиционными деформируемыми и литейными сплавами, а также обеспечивают экономичное производство изделий, которые не требуют или почти не требуют дальнейшей обработки. Однако для алюминия, как весьма реактивного металла, применение методов порошковой металлургии связано с определенными трудностями и проблемами и требует намного более пристального внимания по сравнению с традиционными порошковыми материалами на основе железа, меди или никеля .
Большинство традиционных алюминиевых порошковых материалов состоят из различных порошковых ингредиентов, которые смешиваются вместе в виде предварительной смеси («premix»), как показано на рисунке 2. Для изготовления изделия из порошкового металлического материала этот «премикс» сначала спрессовывается в компактную форму, которая близка или почти близка по размерам к готовому изделию. Эта форма затем спекается при повышенной температуре, что соединить частицы порошка друг с другом и может быть подвергнута другим технологическим операциям.
Изделия из алюминиевых порошковые сплавов также могут изготавливаться из смеси порошков или предварительно легированных порошков, как показано на рисунке 2. В этом случае применяется сфокусированный лазерный луч, который локально спекает или сплавляет тонкий слой порошка в заданных местах изделия. Этот процесс повторяется многократно. Эта технология называется «аддитивной» в том смысле, что изделие изготавливается путем путем добавления слоя за слоем.
Алюминиевые сплавы, которые получают путем классической технологии разливки в слитки, обычно оптимизируют путем тщательного выбора химического состава, легирующих элементов, методов изготовления и термической и термомеханической обработок. Однако возможности традиционной технологии производства алюминиевых сплавов по повышению механических, физических и химических свойств весьма ограничены из-за ее сложности и многостадийности. Такие возможности дают технологии порошковой металлургии алюминия.
Применение порошковой металлургии для производства алюминиевых сплавов имеет следующие преимущества:
- Благодаря быстрому охлаждению могут быть получены более рафинированные и гомогенные микроструктуры алюминиевых сплавов.
- Более широкий выбор химических составов сплавов делает возможным получение заданных свойств, таких как плотность, термическое расширение и т. п.
- Технология порошковой металлургии может обеспечивать практически точные размеры готовых изделий и более высокую термическую стабильность, а также повышенное сопротивление коррозии и высокие трибологические свойства.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
Этапы технологии порошковой металлургии
1. Получение порошков
– Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах (получение крупных (100 и более мкм) порошков неправильной формы); – распыление жидких металлов в воздух, либо в воду: его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность; – получение порошков железа, меди, вольфрама, молибдена высокотемпературным восстановлением металла (обычно из окислов) углеродом или водородом; – электролитическое осаждение металлов; – термическая диссоциация летучих карбонилов металлов (карбонильный метод). Преимущества- получение мелкодисперсного (0-20 мкм) порошка железа правильной формы, с определёнными радиотехническими свойствами.
2. Формование порошков
Основной метод формования металлических порошков — прессование в пресс-формах из закалённой стали под давлением 200—1000 Мн/м2 на быстроходных автоматических прессах. Прессовки имеют форму, размеры и плотность, заданные с учётом изменения этих характеристик при спекании и последующих операциях. Возрастает значение таких новых методов холодного формования, как изостатическое прессование порошков под всесторонним давлением, прокатка и МIМ-технология.
3. Спекание порошков
Спекание проводят в защитной среде (водород; атмосфера, содержащая соединения углерода; вакуум; защитные засыпки) при температуре около 70—85% от абсолютной точки плавления, а для многокомпонентных сплавов — несколько выше температуры плавления наиболее легкоплавкого компонента. Защитная среда должна обеспечивать восстановление окислов, не допускать образования нежелательных загрязнений продукции, предотвращать выгорание отдельных компонентов (например, углерода в твёрдых сплавах), обеспечивать безопасность процесса спекания. Конструкция печей для спекания должна предусматривать проведение не только нагрева, но и охлаждения продукции в защитной среде. Цель спекания — получение готовых изделий с заданными плотностью, размерами и свойствами или полупродуктов с характеристиками, необходимыми для последующей обработки. Расширяется применение горячего прессования (спекания под давлением), в частности изостатического.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
История и возможности
Порошковая металлургия существовала в Египте в III веке до н. э. Древние инки из драгоценных металлических порошков делали украшения и другие артефакты. Массовое производство изделий порошковой металлургии начинается с середины 19-го века. В 1826 году Пётр Григорьевич Соболевский и Василий Васильевич Любарский разработали способ аффинажа сырой платины и превращения её в ковкий металл.
Порошковая металлургия развивалась и позволила получить новые материалы — псевдосплавы из несплавляемых литьём компонентов с управляемыми характеристиками: механическими, магнитными, и др.
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники. Технология продолжает развиваться.
Компактирование
Порошковая металлургия также предусматривает проведение процедуры, которая основана на получении полуфабрикатов в виде прутков и лент. После прессования можно получить практически готовое к применению изделие.
К особенностям процесса компактирования можно отнести нижеприведенные моменты:
- В качестве сырья при проведении рассматриваемого процесса применяется сыпучее вещество.
- После прохождения компактирования сыпучий порошок становится компактным материалом с пористой структурой. Прочность получаемого изделия приобретается в ходе проведения других процессов обработки.
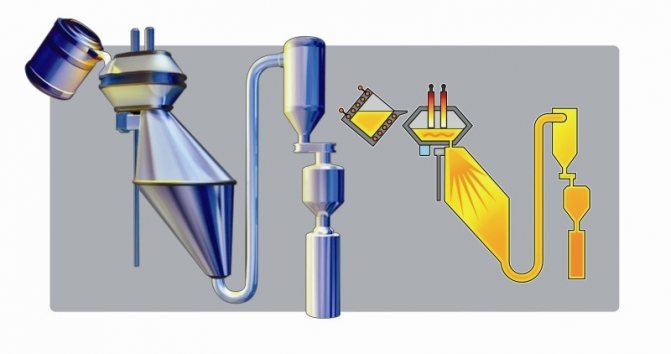
Принцип порошковой металлургии
Рассматривая процесс прессования порошка, отметим применение следующих технологий:
- прокатывание;
- шликерное литье;
- изостатическое прессование за счет оказания давления газом или жидкостью;
- прессование с одной или обеих сторон при применении специальных металлических матриц;
- инжекционный метод.
Для того чтобы ускорить процесс компактирования, изделия порошок подвергается воздействию высокой температуры. В большинстве случаев расстояние между отдельными частицами уменьшается за счет воздействия высокого давления. Большой прочностью обладают порошки, изготавливаемые из мягких металлов.
Детали узлов трения
Специфика применения металлокерамических изделий обусловлена их свойством хорошо удерживать смазочные материалы. Эта их особенность определяется пористой структурой.
Это свойство способствует изготовлению из порошков деталей, испытывающих в своей работе трение: подшипники скольжения, направляющие втулки, вкладыши, щетки электродвигателей.
Пористая структура подшипников из порошков позволяет пропитывать их маслом. Впоследствии смазка попадает на трущиеся поверхности. Такие подшипники получили название самосмазывающиеся.
 Самосмазывающиеся подшипники
Самосмазывающиеся подшипники
Они имеют следующие достоинства:
- экономичность – применение таких подшипников позволяет уменьшить расход масла;
- износостойкость;
- экономия на материале. Замена дорогостоящей бронзы и баббита на железо.
Свойство пористости металлокерамических деталей специалисты могут усилить, если при изготовлении добавлять в них графит, который, как известно, обладает высокими смазывающими свойствами. Подшипники с повышенным содержанием графита не нуждаются в применении масла.

Powder metallurgy (PM) is a term covering a wide range of ways in which materials or components are made from metal powders. PM processes can reduce or eliminate the need for subtractive processes in manufacturing, lowering material losses and reducing the cost of the final product.
Powder metallurgy is also used to make unique materials impossible to get from melting or forming in other ways. A very important product of this type is tungsten carbide. Tungsten carbide is used to cut and form other metals and is made from tungsten carbide particles bonded with cobalt. It is very widely used in industry for tools of many types and globally ~50,000 tonnes per year is made with powder metallurgy. Other products include sintered filters, porous oil-impregnated bearings, electrical contacts and diamond tools.
Since the advent of industrial production-scale metal powder-based additive manufacturing in the 2010s, selective laser sintering and other metal additive manufacturing processes are a new category of commercially important powder metallurgy applications.
Overview[edit]
The powder metallurgy «press and sinter» process generally consists of three basic steps: powder blending (or pulverisation), die compaction, and sintering. Compaction of the powder in the die is generally performed at room temperature. Sintering is the process of binding a material together with heat without liquefying it. It is usually conducted at atmospheric pressure, and under carefully controlled atmosphere composition. To obtain special properties or enhanced precision, secondary processing like coining or heat treatment often follows.[1]
One of the older such methods is the process of blending fine (<180 microns) metal powders with additives, pressing them into a die of the desired shape, and then sintering the compressed material together, under a controlled atmosphere. The metal powder is usually iron, and additives include a lubricant wax, carbon, copper, and/or nickel. This produces precise parts, normally very close to the die dimensions, but with 5–15% porosity, and thus sub-wrought steel properties. This method is still used to make around 1 Mt/y of structural components of iron-based alloys.
There are several other PM processes which have been developed over the last fifty years. These include:
- Powder forging: A «preform» made by the conventional «press and sinter» method is heated and then hot forged to full density, resulting in practically as-wrought properties.
- Hot isostatic pressing (HIP): Here the powder, normally gas atomized and spherical, is filled into a mould, usually a metallic «can». The can is vibrated, then evacuated and sealed. To sinter the powder, it is placed in a hot «isostatic press» for several hours, where it is heated to around 0.7 times the melting point, and subjected to an external gas pressure of ~100 MPa.[2] This results in a shaped part of full density with as-wrought or better properties. HIP was invented in the 1950-60s and entered tonnage production in the 1970-80s.[citation needed] In 2015, it was used to produce ~25,000 t/y of stainless and tool steels, as well as important parts of superalloys for jet engines.[citation needed]
- Metal injection moulding (MIM): Here the powder, normally very fine (<25 microns) and spherical, is mixed with plastic or wax binder to near the maximum solid loading, typically around 65% volume, and injection moulded into a mould to form a «green» (with binder) part of complex geometry. This part is then heated or otherwise treated to remove the binder to give a «brown» (without binder) part. This part is then sintered, and shrinks by ~18% to give a complex and 95–99% dense finished part (surface roughness ~3 microns).[3] Invented in the 1970s, production has increased since 2000 with an estimated global volume in 2014 of 12,000 t worth €1265 million.[4]
- Electric current assisted sintering (ECAS) technologies use electric currents to sinter powders. This reduces production time dramatically (it can take from 15 minutes to a few microseconds), does not require a long furnace heat, and allows near-theoretical densities, but it also has the drawback of simple shapes. Powders used in ECAS do not require binders because they can be directly sintered, without needing to be pre-pressed and compacted with binders. Moulds are designed for the final part shape since the powders sinter while filling the cavity under an applied pressure. This avoids the problem of shape variations caused by non-isotropic sintering, as well as distortions caused by gravity at high temperatures. The most common of these technologies is hot pressing, which has been used to make diamond tools for the construction industry. Spark plasma sintering and electro sinter forging are two modern, industrial, and commercial ECAS technologies.
- Additive manufacturing (AM) is a relatively novel family of techniques which use metal powders (among other materials, such as plastics) to make parts by laser sintering or melting. This is a process under rapid development as of 2015, and whether to classify it as a PM process is perhaps uncertain at this stage. Processes include 3D printing, selective laser sintering (SLS), selective laser melting (SLM), and electron beam melting (EBM).
History and capabilities[edit]
The history of powder metallurgy and the art of metal and ceramic sintering are intimately related to each other. Sintering involves the production of a hard solid metal or ceramic piece from a starting powder. The ancient Incas made jewelry and other artifacts from precious metal powders, though mass manufacturing of PM products did not begin until the mid or late 19th century.[5] In these early manufacturing operations, iron was extracted by hand from metal sponge following reduction and was then reintroduced as a powder for final melting or sintering.
A much wider range of products can be obtained from powder processes than from direct alloying of fused materials. In melting operations the «phase rule» applies to all pure and combined elements and strictly dictates the distribution of liquid and solid phases which can exist for specific compositions. In addition, whole body melting of starting materials is required for alloying, thus imposing unwelcome chemical, thermal, and containment constraints on manufacturing. Unfortunately, the handling of aluminium/iron powders poses major problems.[6] Other substances that are especially reactive with atmospheric oxygen, such as titanium, are sinterable in special atmospheres or with temporary coatings.[7]
In powder metallurgy[8] or ceramics it is possible to fabricate components which otherwise would decompose or disintegrate. All considerations of solid-liquid phase changes can be ignored, so powder processes are more flexible than casting, extrusion, or forging techniques. Controllable characteristics of products prepared using various powder technologies include mechanical, magnetic,[9] and other unconventional properties of such materials as porous solids, aggregates, and intermetallic compounds. Competitive characteristics of manufacturing processing (e.g. tool wear, complexity, or vendor options) also may be closely controlled.
Powder production techniques[edit]
Any fusible material can be atomized. Several techniques have been developed which permit large production rates of powdered particles, often with considerable control over the size ranges of the final grain population. Powders may be prepared by crushing, grinding, chemical reactions, or electrolytic deposition. The most commonly used powders are copper-base and iron-base materials.[10]
Powders of the elements titanium, vanadium, thorium, niobium, tantalum, calcium, and uranium have been produced by high-temperature reduction of the corresponding nitrides and carbides. Iron, nickel, uranium, and beryllium submicrometre powders are obtained by reducing metallic oxalates and formates. Exceedingly fine particles also have been prepared by directing a stream of molten metal through a high-temperature plasma jet or flame, atomizing the material. Various chemical and flame associated powdering processes are adopted in part to prevent serious degradation of particle surfaces by atmospheric oxygen.
In tonnage terms, the production of iron powders for PM structural part production dwarfs the production of all of the non-ferrous metal powders combined. Virtually all iron powders are produced by one of two processes: the sponge iron process or water atomization.
Sponge iron process[edit]
The longest established of these processes is the sponge iron process, the leading example of a family of processes involving solid state reduction of an oxide. In the process, selected magnetite (Fe3O4) ore is mixed with coke and lime and placed in a silicon carbide retort. The filled retort is then heated in a kiln, where the reduction process leaves an iron “cake” and a slag. In subsequent steps, the retort is emptied, the reduced iron sponge is separated from the slag and is crushed and annealed.
The resultant powder is highly irregular in particle shape, therefore ensuring good “green strength” so that die-pressed compacts can be readily handled prior to sintering, and each particle contains internal pores (hence the term “sponge”) so that the good green strength is available at low compacted density levels.
Sponge iron provides the
feedstock for all iron-based self-lubricating bearings, and still accounts for around 30% of iron powder usage in PM structural parts.
Atomization[edit]
Atomization is accomplished by forcing a molten metal stream through an orifice at moderate pressures. A gas is introduced into the metal stream just before it leaves the nozzle, serving to create turbulence as the entrained gas expands (due to heating) and exits into a large collection volume exterior to the orifice. The collection volume is filled with gas to promote further turbulence of the molten metal jet. Air and powder streams are segregated using gravity or cyclonic separation. Most atomized powders are annealed, which helps reduce the oxide and carbon content. The water atomized particles are smaller, cleaner, and nonporous and have a greater breadth of size, which allows better compacting. The particles produced through this method are normally of spherical or pear shape. Usually, they also carry a layer of oxide over them.
There are three types of atomization:
- Liquid atomization
- Gas atomization
- Centrifugal atomization
Simple atomization techniques are available in which liquid metal is forced through an orifice at a sufficiently high velocity to ensure turbulent flow. The usual performance index used is the Reynolds number:

where ρ is the fluid density, u is the velocity of the exit stream, d is the diameter of the opening, and μ is the absolute viscosity. At low Re the liquid jet oscillates, but at higher velocities the stream becomes turbulent and breaks into droplets. Pumping energy is applied to droplet formation with very low efficiency (on the order of 1%) and control over the size distribution of the metal particles produced is rather poor. Other techniques such as nozzle vibration, nozzle asymmetry, multiple impinging streams, or molten-metal injection into ambient gas are all available to increase atomization efficiency, produce finer grains, and to narrow the particle size distribution. Unfortunately, it is difficult to eject metals through orifices smaller than a few millimeters in diameter, which in practice limits the minimum size of powder grains to approximately 10 μm. Atomization also produces a wide spectrum of particle sizes, necessitating downstream classification by screening and remelting a significant fraction of the grain boundary.
Centrifugal disintegration[edit]
Centrifugal disintegration of molten particles offers one way around these problems. Extensive experience is available with iron, steel, and aluminium. Metal to be powdered is formed into a rod which is introduced into a chamber through a rapidly rotating spindle. Opposite the spindle tip is an electrode from which an arc is established which heats the metal rod. As the tip material fuses, the rapid rod rotation throws off tiny melt droplets which solidify before hitting the chamber walls. A circulating gas sweeps particles from the chamber. Similar techniques could be employed in space or on the Moon. The chamber wall could be rotated to force new powders into remote collection vessels,[11] and the electrode could be replaced by a solar mirror focused at the end of the rod.
An alternative approach capable of producing a very narrow distribution of grain sizes but with low throughput consists of a rapidly spinning bowl heated to well above the melting point of the material to be powdered. Liquid metal, introduced onto the surface of the basin near the center at flow rates adjusted to permit a thin metal film to skim evenly up the walls and over the edge, breaks into droplets, each approximately the thickness of the film.[12]
Other techniques[edit]
Another powder-production technique involves a thin jet of liquid metal intersected by high-speed streams of atomized water which break the jet into drops and cool the powder before it reaches the bottom of the bin. In subsequent operations the powder is dried. This is called water atomization. The advantage of water atomization is that metal solidifies faster than by gas atomization since the heat capacity of water is some magnitudes higher than gases. Since the solidification rate is inversely proportional to the particle size, smaller particles can be made using water atomization. The smaller the particles, the more homogeneous the micro structure will be. Notice that particles will have a more irregular shape and the particle size distribution will be wider. In addition, some surface contamination can occur by oxidation skin formation. Powder can be reduced by some kind of pre-consolidation treatment, such as annealing used for the manufacture of ceramic tools.
Powder compaction[edit]

Powder compaction is the process of compacting metal powder in a die through the application of high pressures. Typically the tools are held in the vertical orientation with the punch tool forming the bottom of the cavity. The powder is then compacted into a shape and then ejected from the die cavity.[13] In a number of these applications the parts may require very little additional work for their intended use; making for very cost efficient manufacturing.
The density of the compacted powder increases with the amount of pressure applied. Typical pressures range from 80 psi to 1000 psi (0.5 MPa to 7 MPa), pressures from 1000 psi to 1,000,000 psi have been obtained. Pressure of 10 t/in² to 50 t/in² (150 MPa to 700 MPa) are commonly used for metal powder compaction. To attain the same compression ratio across a component with more than one level or height, it is necessary to work with multiple lower punches. A cylindrical workpiece is made by single-level tooling. A more complex shape can be made by the common multiple-level tooling.
Production rates of 15 to 30 parts per minute are common.
There are four major classes of tool styles: single-action compaction, used for thin, flat components; opposed double-action with two punch motions, which accommodates thicker components; double-action with floating die; and double action withdrawal die. Double action classes give much better density distribution than single action. Tooling must be designed so that it will withstand the extreme pressure without deforming or bending. Tools must be made from materials that are polished and wear-resistant.
Better workpiece materials can be obtained by repressing and re-sintering.
Die pressing[edit]

The dominant technology for the forming of products from powder materials, in terms of both tonnage quantities and numbers of parts produced, is die pressing. There are mechanical, servo-electrical and hydraulic presses available in the market, whereby the biggest powder throughput is processed by hydraulic presses.
This forming technology involves a production cycle comprising:
- Filling a die cavity with a known volume of the powder feedstock, delivered from a fill shoe.
- Compaction of the powder within the die with punches to form the compact. Generally, compaction pressure is applied through punches from both ends of the toolset in order to reduce the level of density gradient within the compact.
- Ejection of the compact from the die, using the lower punch(es) withdrawal from the die.
- Removal of the compact from the upper face of the die using the fill shoe in the fill stage of the next cycle, or an automation system or robot.
This cycle offers a readily automated and high production rate process.
Design considerations[edit]
Probably the most basic consideration is being able to remove the part from the die after it is pressed, along with avoiding sharp corners in the design. Keeping the maximum surface area below 20 square inches (0.013 m2) and the height-to-diameter ratio below 7-to-1 is recommended. Along with having walls thicker than 0.08 inches (2.0 mm) and keeping the adjacent wall thickness ratios below 2.5-to-1.
One of the major advantages of this process is its ability to produce complex geometries. Parts with undercuts and threads require a secondary machining operation. Typical part sizes range from 0.1 square inches (0.65 cm2) to 20 square inches (130 cm2). in area and from 0.1 to 4 inches (0.25 to 10.16 cm) in length. However, it is possible to produce parts that are less than 0.1 square inches (0.65 cm2) and larger than 25 square inches (160 cm2). in area and from a fraction of an inch (2.54 cm) to approximately 8 inches (20 cm) in length.
Isostatic pressing[edit]
In some pressing operations, such as hot isostatic pressing (HIP) compact formation and sintering occur simultaneously. This procedure, together with explosion-driven compressive techniques is used extensively in the production of high-temperature and high-strength parts such as turbine disks for jet engines. In most applications of powder metallurgy[14] the compact is hot-pressed, heated to a temperature above which the materials cannot remain work-hardened. Hot pressing lowers the pressures required to reduce porosity and speeds welding and grain deformation processes. It also permits better dimensional control of the product, lessens sensitivity to physical characteristics of starting materials, and allows powder to be compressed to higher densities than with cold pressing, resulting in higher strength. Negative aspects of hot pressing include shorter die life, slower throughput because of powder heating, and the frequent necessity for protective atmospheres during forming and cooling stages.
Isostatic powder compacting[edit]
Isostatic powder compacting is a mass-conserving shaping process. Fine metal particles are placed into a flexible mould and then high fluid pressure is applied to the mold, in contrast to the direct pressure applied by the die faces of a die pressing process. The resulting article is then sintered in a furnace which increases the strength of the part by bonding the metal particles. This manufacturing process produces very little scrap metal and can be used to make many different shapes. The tolerances that this process can achieve are very precise, ranging from +/- 0.008 inches (0.2 mm) for axial dimensions and +/- 0.020 inches (0.5 mm) for radial dimensions. This is the most efficient type of powder compacting (the following subcategories are also from this reference).[13] This operation is generally only applicable on small production quantities, although the cost of a mold much lower than that of pressing dies it is generally not reusable and the production time is much longer.[15]
Compacting pressures range from 15,000 psi (100,000 kPa) to 40,000 psi (280,000 kPa) for most metals and approximately 2,000 psi (14,000 kPa) to 10,000 psi (69,000 kPa) for non-metals. The density of isostatic compacted parts is 5% to 10% higher than with other powder metallurgy processes.
Equipment[edit]
There are many types of equipment used in isostatic powder compacting. There is the mold containing the part, which is flexible, a flexible outer pressure mold that contains and seals the mold, and the machine delivering the pressure. There are also devices to control the amount of pressure and how long the pressure is held. The machines need to apply pressures from 15,000 to 40,000 pounds per square inch (100 to 280 MPa) for metals.
Geometrical possibilities[edit]
Typical workpiece sizes range from 0.25 in (6.35 mm) to 0.75 in (19.05 mm) thick and 0.5 in (12.70 mm) to 10 in (254 mm) long. It is possible to compact workpieces that are between 0.0625 in (1.59 mm) and 5 in (127 mm) thick and 0.0625 in (1.59 mm) to 40 in (1,016 mm) long.
Tool style[edit]
Isostatic tools are available in three styles, free mold (wet-bag), coarse mold (damp-bag) and fixed mold (dry-bag). The free mold style is the traditional style of isostatic compaction and is not generally used for high production work. In free mold tooling the mold is removed and filled outside the canister. Damp bag is where the mold is located in the canister, yet filled outside. In fixed mold tooling, the mold is contained within the canister, which facilitates automation of the process.
Hot isostatic pressing[edit]
Hot isostatic pressing (HIP) compresses and sinters the part simultaneously by applying heat ranging from 900 °F (480 °C) to 2250 °F (1230 °C). Argon gas is the most common gas used in HIP because it is an inert gas, thus prevents chemical reactions during the operation.
Cold isostatic pressing[edit]
Cold isostatic pressing (CIP) uses fluid as a means of applying pressure to the mold at room temperature. After removal the part still needs to be sintered.
It is helpful in distributing pressure uniformly over the compaction material contained in a rubber bag.
Design considerations[edit]
Advantages over standard powder compaction are the possibility of thinner walls and larger workpieces. Height to diameter ratio has no limitation. No specific limitations exist in wall thickness variations, undercuts, reliefs, threads, and cross holes. No lubricants are need for isostatic powder compaction. The minimum wall thickness is 0.05 inches (1.27 mm) and the product can have a weight between 40 and 300 pounds (18 and 136 kg). There is 25 to 45% shrinkage of the powder after compacting.
Sintering[edit]
After compaction, powdered materials are heated in a controlled atmosphere in a process known as sintering. During this process, the surfaces of the particles are bonded and desirable properties are achieved.[2]
Sintering of powder metals is a process in which particles under pressure chemically bond to themselves in order to form a coherent shape when exposed to a high temperature. The temperature in which the particles are sintered is most commonly below the melting point of the main component in the powder.[16] If the temperature is above the melting point of a component in the powder metal part, the liquid of the melted particles fills the pores. This type of sintering is known as liquid-state sintering.[2] A major challenge with sintering in general is knowing the effect of the process on the dimensions of the compact particles. This is especially difficult for tooling purposes in which specific dimensions may be needed. It is most common for the sintered part to shrink and become denser, but it can also expand or experience no net change.[16]
The main driving force for solid state sintering is an excess of surface free energy. The process of solid-state sintering is complex and dependent on the material and furnace (temperature and gas) conditions. There are six main stages that sintering processes can be grouped in which may overlap with one another: 1 initial bonding among particles, 2) neck growth, 3) pore channel closure, 4) pore rounding, 5) densification or pore shrinkage, and 6) pore coarsening. The main mechanisms present in these stages are evaporation, condensation, grain boundaries, volume diffusion, and plastic deformation.[16]
Most sintering furnaces contain three zones with three different properties that help to carry out the six steps above. The first zone, commonly coined the burn-off or purge stage, is designed to combust air, burn any contaminants such as lubricant or binders, and slowly raise the temperature of the compact materials. If the temperature of the compact parts is raised too quickly, the air in the pores will be at a very high internal pressure which could lead to expansion or fracture of the part. The second zone, known as the high-temperature stage, is used to produce solid-state diffusion and particle bonding. The material is seeking to lower its surface energy and does so by moving toward the points of contact between particles. The contact points become larger and eventually a solid mass with small pores is created. The third zone, also called the cooling period, is used to cool down the parts while still in a controlled atmosphere. This is an important zone as it prevents oxidation from immediate contact with the air or a phenomenon known as rapid cooling. All of the three stages must be carried out in a controlled atmosphere containing no oxygen. Hydrogen, nitrogen, dissociated ammonia, and cracked hydrocarbons are common gases pumped into the furnace zones providing a reducing atmosphere, preventing oxide formation.[2]
During this process, a number of characteristics are increased including the strength, ductility, toughness, and electrical and thermal conductivity of the material. If different elemental powders are compact and sintered, the material would form into alloys and intermetallic phases.[2]
As the pore sizes decrease, the density of the material will increase. As stated above, this shrinkage is a huge problem in making parts or tooling in which particular dimensions are required. The shrinkage of test materials is monitored and used to manipulate the furnace conditions or to oversize the compact materials in order to achieve the desired dimensions. Although, sintering does not deplete the compact part of porosity. In general, powder metal parts contain five to twenty-five percent porosity after sintering.[2]
To allow efficient stacking of product in the furnace during sintering and prevent parts sticking together, many manufacturers separate ware using ceramic powder separator sheets. These sheets are available in various materials such as alumina, zirconia, and magnesia. They are also available in fine, medium, and coarse particle sizes. By matching the material and particle size to the wares being sintered, surface damage and contamination can be reduced, while maximizing furnace loading per batch.
One recently developed technique for high-speed sintering involves passing high electric current through a powder to preferentially heat the asperities. Most of the energy serves to melt that portion of the compact where migration is desirable for densification; comparatively little energy is absorbed by the bulk materials and forming machinery. Naturally, this technique is not applicable to electrically insulating powders.
Continuous powder processing[edit]
The phrase «continuous process» should be used only to describe modes of manufacturing which could be extended indefinitely in time. Normally, however, the term refers to processes whose products are much longer in one physical dimension than in the other two. Compression, rolling, and extrusion are the most common examples.
In a simple compression process, powder flows from a bin onto a two-walled channel and is repeatedly compressed vertically by a horizontally stationary punch. After stripping the compress from the conveyor, the compacted mass is introduced into a sintering furnace. An even easier approach is to spray powder onto a moving belt and sinter it without compression. However, good methods for stripping cold-pressed materials from moving belts are hard to find. One alternative that avoids the belt-stripping difficulty altogether is the manufacture of metal sheets using opposed hydraulic rams, although weakness lines across the sheet may arise during successive press operations.[further explanation needed]
Powders can also be rolled to produce sheets. The powdered metal is fed into a two-high[further explanation needed] rolling mill, and is compacted into strip form at up to 100 feet per minute (0.5 m/s). The strip is then sintered and subjected to another rolling and further sintering. Rolling is commonly used to produce sheet metal for electrical and electronic components, as well as coins. Considerable work also has been done on rolling multiple layers of different materials simultaneously into sheets.[citation needed]
Extrusion processes are of two general types. In one type, the powder is mixed with a binder or plasticizer at room temperature; in the other, the powder is extruded at elevated temperatures without fortification.[further explanation needed] Extrusions with binders are used extensively in the preparation of tungsten-carbide composites. Tubes, complex sections, and spiral drill shapes are manufactured in extended lengths and diameters varying in the range 0.5–300 mm (0.020–11.811 in). Hard metal wires of 0.1 mm (0.0039 in) diameter have been drawn from powder stock. At the opposite extreme, large extrusions on a tonnage basis may be feasible.
For softer, easier to form metals such as aluminium and copper alloys continuous extrusion may also be performed using processes such as conform or continuous rotary extrusion. These processes use a rotating wheel with a groove around its circumference to drive the loose powder through a forming die. Through a combination of high pressure and a complex strain path the powder particles deform, generate a large amount of frictional heat and bond together to form a bulk solid. Theoretically fully continuous operation is possible as long as the powder can be fed into the process.[17]
There appears to be no limitation to the variety of metals and alloys that can be extruded, provided the temperatures and pressures involved are within the capabilities of die materials. Extrusion lengths may range from 3 to 30 m[18] and diameters from 0.2 to 1 m. Modern presses are largely automatic and operate at high speeds (on the order of m/s).
| Material | Temperature of extrusion | |
|---|---|---|
| K | °C | |
| Magnesium and its alloys | 573-673 | 300-400 |
| Aluminium and its alloys | 673–773 | 400–500 |
| Brasses | 923–1123 | 650–850 |
| Nickel brasses | 1023–1173 | 750–900 |
| Copper | 1073–1153 | 800–880 |
| Cupro-nickel | 1173–1273 | 900–1000 |
| Steels | 1323–1523 | 1050–1250 |
| Monel | 1373–1403 | 1100–1130 |
| Nickel | 1383–1433 | 1110–1160 |
| Inconel | 1443–1473 | 1170–1200 |
Shock (dynamic) consolidation[edit]
Shock consolidation, or dynamic consolidation, is an experimental technique of consolidating powders using high pressure shock waves.[20][21] These are commonly produced by impacting the workpiece with an explosively accelerated plate. Despite being researched for a long time, the technique still has some problems in controlability and uniformity. However, it offers some valuable potential advantages. As an example, consolidation occurs so rapidly that metastable microstructures may be retained.[22]
Electric current assisted sintering[edit]
These techniques employ electric currents to drive or enhance sintering.[23] Through a combination of electric currents and mechanical pressure powders sinter more rapidly thereby reducing the sintering time compared to conventional thermal solutions. The techniques can be divided into two main categories: resistance sintering, which incorporates spark plasma sintering and hot pressing; and electric discharge sintering,[24] such as capacitor discharge sintering or its derivative, electro sinter forging. Resistance sintering techniques are consolidation methods based on temperature, where heating of the mold and of the powders is accomplished through electric currents, usually with a characteristic processing time of 15 to 30 minutes. On the other hand, electric discharge sintering methods rely on high-density currents (from 0.1 to 1 kA/mm^2) to directly sinter electrically conductive powders, with a characteristic time between tens of microseconds to hundreds of milliseconds.
Special products[edit]
Many special products are possible with powder metallurgy technology. A nonexhaustive list includes Al2O3 whiskers coated with very thin oxide layers for improved refraction; iron compacts with Al2O3 coatings for improved high-temperature creep strength; light bulb filaments made with powder technology; linings for friction brakes; metal glasses for high-strength films and ribbons; heat shields for spacecraft reentry into Earth’s atmosphere; electrical contacts for handling large current flows; magnets; microwave ferrites; filters for gases; and bearings which can be infiltrated with lubricants.
Extremely thin films and tiny spheres exhibit high strength. One application of this observation is to coat brittle materials in whisker form with a submicrometre film of much softer metal (e.g. cobalt-coated tungsten). The surface strain of the thin layer places the harder metal under compression, so that when the entire composite is sintered the rupture strength increases markedly. With this method, strengths on the order of 2.8 GPa versus 550 MPa have been observed for, respectively, coated (25% cobalt) and uncoated tungsten carbides.
Hazards[edit]
|
This section needs expansion. You can help by adding to it. (July 2015) |
The special materials and processes used in powder metallurgy can pose hazards to life and property. The high surface-area-to-volume ratio of the powders can increase their chemical reactivity in biological exposures (for example, inhalation or ingestion), and increases the risk of dust explosions. Materials considered relatively benign in bulk can pose special toxicological risks when in a finely divided form. Inhalation of heavy metals can result in many health issues. Lead and cadmium are generally toxic, and cobalt can cause asthma and fibrosis in sensitive individuals.[25]
See also[edit]
- Electro sinter forging
- Global Powder Metallurgy Property Database
- Mechanical powder press
- Selective laser melting
- Selective laser sintering
- Sintering
- Spark plasma sintering
- Spray forming
References[edit]
- ^ DeGarmo, p. 473
- ^ a b c d e f DeGarmo, pp. 469–470
- ^ DeGarmo, p. 472
- ^ EPMA Key Figures 2015, European Powder Metallurgy Association
- ^ DeGarmo, p. 460
- ^ Sheasby, J. S. (Oct 1979). «Powder Metallurgy of Iron-Aluminum». Intern. J. Powder Metallurgy and Powder Tech. 15 (4): 301–305.
- ^ Makhlouf, M. M.; Mould, A. M.; Merchant, H. D. (July 1979). «Sintering of Chemically Preconditioned Tin Powder». Intern. J. Powder Metallurgy and Powder Tech. 15 (3): 231–237.
- ^ «An Overview of Powder Metallurgy and Its Big Benefits». manufacturing magazine. Retrieved 29 January 2020.
- ^ Khan, M. K. (April 1980). «The Importance of Powder Particle Size and Flow Behavior in the Production of P/M Parts for Soft Magnetic Applications». Intern. J. Powder Metallurgy and Powder Tech. 16 (2): 123–130.
- ^ Jaiswal, Vishal. «Define Powder Metallurgy». Mechanical Site. Retrieved 6 January 2020.
- ^ DeGarmo, pp. 322–324
- ^ Jones, W. D. (1960). Fundamental Principles of Powder Metallurgy. London: Edward Arnold Ltd.
- ^ a b Todd, Robert H., Allen, Dell K., Alting, Leo1994 Manufacturing Processes Reference Guide, Industrial Press Inc., New York, ISBN 0-8311-3049-0
- ^ Advantages Of Vacuum Impregnation Process In Powder Metallurgy Application
- ^ PICKPM.COM: A Powder Metallurgy Information Resource Archived 2016-07-12 at the Wayback Machine
- ^ a b c Upadhyaya, G.S. (1996). Powder Metallurgy Technology. Cambridge International Science Publishing.
- ^ DeGarmo, p. 406
- ^ DeGarmo, p. 407
- ^ Oberg, Erik; Jones, Franklin D.; Horton, Holbrook L.; Ryffel, Henry H. (2000). Machinery’s Handbook (26th ed.). New York: Industrial Press. pp. 1348–1349. ISBN 0-8311-2635-3.
- ^ Vreeland, T.; Kasiraj, P.; Ahrens, Thomas J.; Schwarz, R. B. (1983). «Shock Consolidation of Powders — Theory and Experiment» (PDF). MRS Proceedings. 28. doi:10.1557/PROC-28-139.
- ^ Meyers, M.A.; Wang, S.L. (1988). «An improved method for shock consolidation of powders» (PDF). Acta Metallurgica. 36 (4): 925–936. doi:10.1016/0001-6160(88)90147-2.
- ^ Vassiliou, Marius; Rhodes, C. G.; Mitchell, M. R.; Graves, J. A. (1989). «Metastable Microstructure in Dynamically Consolidated γ Titanium Aluminide». Scripta Metallurgica. 23 (10): 1791–1794. doi:10.1016/0036-9748(89)90362-1.
- ^ Orrù, Roberto (2009-02-12). «Materials Science and Engineering: R: Reports : Consolidation/synthesis of materials by electric current activated/assisted sintering». Materials Science and Engineering: R: Reports. 63 (4–6): 127–287. doi:10.1016/j.mser.2008.09.003.
- ^ Yurlova, M. S. (2014). «Journal of Materials ScienceElectric pulse consolidation: an alternative to spark plasma sintering». Journal of Materials Science. 49 (3): 952–985. doi:10.1007/s10853-013-7805-8. S2CID 137613369.
- ^ Kipling, M. D. (July 1976). «Health Hazards and Powder Metallurgy». Occupational Medicine. 26 (3): 81–84. doi:10.1093/occmed/26.3.81. PMID 957627.
Cited sources[edit]
- DeGarmo, E. P. (2008). Materials and Processes in Manufacturing (PDF) (10th ed.). Wiley. ISBN 9780470055120.
Further reading[edit]
- An earlier version of this article was copied from Appendix 4C of Advanced Automation for Space Missions, a NASA report in the public domain.
- R. M. German, «Powder Metallurgy and Particulate Materials Processing,» Metal Powder Industries Federation, Princeton, New Jersey, 2005.
- F. Thummler and R.Oberacker «An Introduction to Powder Metallurgy» The institute of Materials, London 1993
- G. S. Upadhyaya, «Sintered Metallic and Ceramic Materials» John Wiley and Sons, West Sussex, England, 2000
External links[edit]
- Rapid manufacturing technique developed at the KU Leuven, Belgium
- Slow motion video images of metal atomization at the Ames Laboratory
- APMI International «The Global Professional Society for Powder Metallurgy»[1], a non-profit organization
Обновлено: 22.09.2023
Порошковая металлургия — научно-техническая отрасль, объединяющая в себе разноплановые методы производства порошков на основе металлов и их сплавов, соединений металлообразного типа, готовых продуктов и полуфабрикатов из них, а также миксов из них с порошками неметаллической природы без применения технологии плавления применительно к базовым компонентам.
Человечество издавна занимается производством разнообразных металлических порошков и крицы за счет восстановления металлооксидов при помощи углерода. К примеру, еще за три тысячи лет до Рождества Христова порошковое золото активно использовалось для декорирования всевозможных поверхностей. Мастера Древнего Египта и Вавилона задействовали некоторые приемы порошковой металлургии при изготовлении орудий из железа.
Начало современному периоду развития данной отрасли металлургии положил отечественный ученый Соболевский П.Г., который в сотрудничестве с Любарским В.В. в двадцатых годах девятнадцатого века разработал особый метод производства разнообразных изделий, используя платиновый порошок. После этого началось ускоренное развитие металлургии на основе порошков, поскольку она давала возможность создавать изделия с по-настоящему эксклюзивными свойствами, добиться которых иными способами было нельзя. Например, к этому числу можно отнести пористые подшипники или приспособления для фильтрации. Также стали появляться материалы, структура которых задается и материалы, в составе которых присутствуют металлы с оксидами, металлы с полимерами и т.д.
В порошковой металлургии весь объем выполняемых технологических операций можно разделить на следующие группы:
• получение базовых металлических порошков и их смешивание, в результате чего формируется шихта;
• спрессовывание порошков или сделанных из них смесей, формирование заготовок;
• спекание.
Применяемые в данной отрасли металлургии порошки включают в себя частицы, размер которых может колебаться в пределах от 1/100 до 500 мкм. Для их получения прибегают к механическим и физико-химическим методам. В первую категорию включают измельчение пребывающих в твердом состоянии металлов или металлоподобных соединений, а также диспергирование находящихся в жидком состоянии металлов и сплавов. Для дробления твердых материалов задействуют мельницы, оснащенные мелющими телами, вращающимися частями или функционирующими по ударному принципу. Характер исходного материала определяет форму получаемых путем дробления частиц: если он хрупкий, то частицы получаются осколочного вида, если пластичный – чешуйчатого. Пластическая деформация, которая характерна для раздробленных порошков, приводит к переформатированию присущих им свойств и структурному видоизменению.

Распыление (называемое также диспергированием) металлов и сплавов жидкой консистенции производят посредством струи жидкости или газа с применением форсунок различных форм. На свойства распыленных порошковидных веществ оказывает воздействие целый ряд факторов, включая поверхностное натяжение расплавленной массы, скорости, с которой осуществляется распыление, нюансов геометрии форсунок и прочего.
Распыление с применением воды нередко реализуется в азотной или аргонной среде. Таким способом происходит получение железных, чугунных, стальных, никелевых и иных порошков. Если расплавленная масса распыляется за счет находящегося под значительным давлением газа, то частицы конечного продукта будут иметь различный размер в зависимости от показателей давления, поперечного сечения исходящей струи металла, нюансов строения форсунки, природных свойств сплава.
В роли газа для распыления может выступать как просто воздух, так и азот или аргон, а также водяной пар. Существуют и другие методы для распыления металла, в частности, плазменный, а также способ разбрызгивания металлической струи в воду. Задействуются данные способы в первую очередь при изготовлении бронзовых, латунных, серебряных, оловянных и алюминиевых порошков.
В разряд методов физико-химической природы, задействуемых при получении металлических порошков, входит восстановление металлооксидов посредством воздействия на них углерода, водорода или газов с содержанием углеводородов. Существуют также металлотермические методы: восстановление оксидов, галогенидов и иных металлических соединений за счет воздействия на них другими металлами; расщепление карбонилов металлов и соединений металлоорганической природы; электролиз солевых расплавов и растворов на воде. Для получения порошков металлоподобных соединений, помимо вышеуказанных методов, прибегают к их синтезу из простых веществ.
Спрессовывание (компактирование)
Данная операция необходима для получения полуфабрикатов в виде прутков, труб, лент или отдельных заготовок, форма которых приближена к финальным изделиям. После прохождения через процедуру компактирования, сыпучий порошок преобразуется в компактный материал пористой структуры, прочность которого позволяет ему сохранять приданную форму в ходе дальнейших операций.
Базовыми методами спрессовывания являются:
• прессование с одной или двух сторон в специальных металлических матрицах;
• изостатическое прессование за счет давления газа или жидкости;
• прессование мундштучного типа;
• прокатка;
• шликерное литье;
• прессование с высокой скоростью, включая взрывное;
• инжекционное формирование.
Возможен вариант осуществления компактирования как при комнатной температуре, так и в условиях высокотемпературной среды.
При прессовании порошок уплотняется за счет того, что его частицы смещаются по отношению друг к другу и впоследствии деформируются либо разрушаются. Применение достаточно большого давления при работе с порошками пластичных металлов позволяет добиваться уплотнения главным образом за счет пластической деформации, а при работе с хрупкими металлами и их соединениями – за счет разрушения и дробления частиц. Более высокой прочностью отличаются порошки, получаемые их пластичных металлов, а для придания необходимых прочностных характеристик порошкам из хрупких металлов дополнительно используют специальные связующие жидкие компоненты.
В массовом производстве наиболее востребовано прессование порошков в жестких матрицах (прессформах) из металла, для чего используются таблетировочные, ротационные и иные пресс-автоматы с механическим или гидравлическим принципом действия.
Компактирование прокаткой подразумевает формирование заготовок в непрерывном режиме в прокатных станах, оснащенных валками. В валки порошок ссыпается сам либо подается принудительным способом. Прокатка позволяет получать листы, профили и ленты пористой структуры.
Технология изостатического прессования предполагает помещение порошка или пористых заготовок в специальную оболочку с последующим ее вакуумированием, после чего материал сжимается со всех сторон. В завершение производят декомпрессию оболочки. Изостатическое прессование, в зависимости от типа используемой рабочей среды, подразделяется на гидро- и газостатическое. Первый вариант в большинстве случаев осуществляется в условиях комнатной температуры, тогда как для второго необходимы высокие температуры. За счет изостатического прессования удается получать изделия, отличающиеся сложной формой, и имеющие предельно однородную плотность по всему объему.
Мундштучное прессование получило свое название в связи с тем, что при данном способе порошок, смешанный с пластификатором, продавливается сквозь отверстие в мундштуке. Причем в данном случае в качестве основы, вполне могут использоваться сложнопрессуемые порошки, произведенные из хрупких металлов. Результатом подобной обработки становится получение длинных заготовок, имеющих однородный состав и равномерную плотность.
Шликерное литье – метод порошковой металлургии, подразумевающий изготовление изделий из так называемых шликеров – однородных концентрированных порошковых суспензий, которым присуща высокая агрегативная и седиментационная устойчивость, хорошая текучесть.
Различают следующие виды шликерного литья:
• литье в формы пористой структуры, при котором частицы порошка увлекаются жидкостью в поры, где затем и оседают;
• горячее литье, предполагающее нагревание смеси из порошка с твердым связующим веществом до температуры, при которой данное вещество приобретает вязкую консистенцию. В таком состоянии данная смесь заливается в формы, после чего охлаждается до затвердевания;
• формирование электрофоретическим методом, при котором происходит формирование изделия за счет постепенного наращивания слоя из шликерных частиц, которые изменяют свое местоположение под влиянием электрического поля, смещаясь к форме-электроду и там осаждаясь.
Суть высокоскоростного прессования заключается в деформации порошка с высокой скоростью. Может быть взрывным, магнитно-импульсным, гидродинамическим и т.д.
Финальной операцией изготовления изделий методом порошковой металлургии является спекание. Оно подразумевает термическую обработку заготовок в условиях, когда температура не достигает значения, необходимого для плавления, по крайней мере, одного из компонентов.
Данная процедура необходима для того, чтобы повысить плотность изделия и придать ему определенные механические и физико-химические свойства. Вначале спекания частицы проскальзывают друг по отношению к другу, между ними формируются контакты, центры частиц сближаются. В этот момент частицы еще обладают индивидуальностью, но плотность увеличивается максимально быстро. После этого тело одновременно пребывает в фазе вещества и фазе пустоты, а заканчивается все уплотнением за счет минимизации количества и размеров пор.
Для спекания в большинстве случаев используют защитную среду, представленную обычно инертными газами, восстановительную, в роли которой выступает водород или углеводородсодержащие газы, либо вакуум. Нагреваются изделия в электрических или индукционных печах либо за счет прямого пропускания тока.
Существует возможность совмещения в одном процессе спекания с прессованием: спекание, осуществляемое под давлением, горячее прессование.
Материалы и изделия
Технологии, задействуемые в порошковой металлургии, обеспечивают возможность изготовления специфических материалов, причисляемых к категории порошковых. Их классификация производится в зависимости от присущих им свойств, качеств и характеристик.
Материалы порошкового типа из разряда конструкционных служат для производства всевозможных деталей для приборов и машин с разноплановыми механизмами. Они обладают повышенной механической прочностью, и они достаточно экономичны.
Использование порошковых материалов для выпуска фильтров обусловлено тем фактом, что их можно наделить улучшенными по сравнению с иными пористыми материалами свойствами. В частности, для них характерна высокая очистительная способность при сохранении достаточной проницаемости, устойчивость к воздействию высоких температур, превосходная прочность, отличная теплопроводность, малоподверженность износу по абразивному типу.
Благодаря методам, которые задействуются в порошковой металлургии, могут быть получены фильтровальные изделия, имеющие изменяемую или регулируемую пористость, уровень проницаемости, а также степень очищения. Фильтры вместе с подшипниками пористой структуры входят в перечень основных видов пористых изделий, производимых из порошкообразных материалов.
Триботехнические материалы бывают антифрикционными и фрикционными. Первые характеризуются наличием твердой матрицы, внутри которой находится мягкотелый наполнитель. Методы порошковой металлургии обеспечивают возможность получения антифрикционных изделий, имеющих низкий и стабильный коэффициент трения, отличающихся качественной прирабатываемостью, незначительно изнашивающихся, сопротивляющихся схватыванию. Такие изделия относятся к категории самосмазывающихся, поскольку смазка помещается в их поры.
Антифрикционные материалы пригодны для производства разноплановых объемных элементов, го также отлично справляются с функцией покрытий, нанесенных на подложки. Одним из наиболее ярких примеров продуктов, изготовленных из материалов данного класса, являются подшипники скольжения.
Фрикционные материалы порошкового типа находят применение в узлах, служащих для передачи кинетической энергии. Для данных материалов характерна высокая износоустойчивость, отличные прочностные характеристики, они хорошо проводят тепло и их несложно приработать. Как правило, в состав подобных материалов включаются компоненты металлической и неметаллической природы. Первые придают готовым изделиям высокую теплопроводность и прирабатываемость, тогда как вторые необходимы для повышения коэффициента трения и минимизации вероятности заедания.
Твердосплавные порошковые изделия имеют в своем составе тугоплавкие карбиды, соединенные с пластичными связующими металлической природы. Они изготавливаются за счет прессования порошковых смесей и жидкофазного запекания. Твердосплавные материалы, характеризующиеся высокими прочностными свойствами, отличающиеся твердостью и слабой изнашиваемостью, могут быть вольфрамосодержащими и безвольфрамовыми. Эти сплавы служат основой для производства инструментов, применяемых при резке металла, штамповке, воздействия давлением, бурения горных пород.
Для улучшения свойства таких инструментов нередко дополнительно на их поверхность наносят покрытии из тугоплавких соединений.
Категория электротехнических материалов порошкового типа подразделяется на несколько групп: контактные, электропроводящие, магнитные и прочие. Контактные материалы позволяют создавать такие контакты, которые способны переносить до нескольких миллионов замыканий и размыканий электроцепей. Также существуют варианты контактов скользящего типа, которые задействуются при изготовлении электродвигателей, генераторов, потенциометров, токосъемников и прочих устройств.
В основе высокотемпературных материалов, получаемых методами порошковой металлургии, лежат сплавы из тугоплавких металлов (вольфрама, молибдена, циркония и прочих). Данные сплавы активно применяются в авиационном строительстве, радиотехнике, электронике и других наукоемких отраслях.
Находят применение порошковидные материалы и в атомной энергетической сфере, где они задействуются для изготовления поглотителей с замедлителями, а также стержней для регулировки и твэлов (тепловыделяющих элементов).
Из металлов и различных сплавов могут производиться порошковые составы. Они могут применяться самым различным образом для защиты заготовок и деталей. Порошковая металлургия – активно развивающаяся область, которая имеет огромное количество особенностей. Это направление металлургии появилось более ста лет назад.

Получение порошков
Для производства порошка могут применяться самые различные технологии, но их объединяют следующие моменты:
- Экономичность. В качестве сырья могут использоваться отходы металлургической промышленности. Примером назовем окалину, которая сегодня нигде не применяется. Кроме этого, могут применять и другие отходы.
- Высокая точность геометрических форм. Изделия, получаемые при применении рассматриваемой технологии порошковой металлургии, обладают точными геометрическими формами, последующая механическая обработка не требуется. Этот момент определяет относительно небольшое количество отходов.
- Высокая износостойкость поверхности. За счет мелкозернистой структуры получаемые изделия обладают повышенной твердостью и прочностью.
- Невысокая сложность технологий порошковой металлургии.
Рассматривая наиболее распространенные технологии порошковой металлургии отметим, что они делятся на две основные группы:
- Физико-механические методы заключаются в измельчении сырья, за счет чего размер частиц становится небольшим. Подобного рода процессы производства характеризуются комбинированием различной нагрузки, которая оказывает воздействие на сырье.
- Химико-металлургические методы используются для изменения фазового состояния применяемого сырья. Примером подобного производства можно назвать восстановление солей и окислов, а также других соединений металлов.

Кроме этого, выделим следующие особенности производства порошка:
- Шаровой способ предусматривает переработку металлических обрезков в шаровой мельнице. За счет тщательного дробления получается мелкозернистый порошок.
- Вихревой способ заключается в применении специальной мельницы, которая создает сильный воздушный поток. Столкновение крупных частиц становится причиной получения мелкого порошка.
- Применение дробилок. Нагрузка, которая создается при падении груза большой массы, приводит к измельчению материала. Ударная нагрузка воздействует с определенной периодичностью, за счет чего и происходит дробление состава.
- Распыление сырья в жидком виде под воздействием сжатого воздуха. После получения хрупкого состава, металл пропускается через специальное оборудование, которое перемалывает его для получения порошка.
- Электролиз – процесс восстановления металла из жидкого состава под воздействием электрического тока. За счет повышения показателя хрупкости сырье может быстро перемалываться в специальных дробилках. Данный метод обработки позволяет получить зерно дендритной формы.
Некоторые из приведенных выше технологий порошковой металлургии получили большое распространение в промышленности по причине высокой производительности и эффективности, другие сегодня практически не применяются из-за повышения стоимости получаемого сырья.
Компактирование
Порошковая металлургия также предусматривает проведение процедуры, которая основана на получении полуфабрикатов в виде прутков и лент. После прессования можно получить практически готовое к применению изделие.
К особенностям процесса компактирования можно отнести нижеприведенные моменты:
- В качестве сырья при проведении рассматриваемого процесса применяется сыпучее вещество.
- После прохождения компактирования сыпучий порошок становится компактным материалом с пористой структурой. Прочность получаемого изделия приобретается в ходе проведения других процессов обработки.

Принцип порошковой металлургии
Рассматривая процесс прессования порошка, отметим применение следующих технологий:
- прокатывание;
- шликерное литье;
- изостатическое прессование за счет оказания давления газом или жидкостью;
- прессование с одной или обеих сторон при применении специальных металлических матриц;
- инжекционный метод.
Для того чтобы ускорить процесс компактирования, изделия порошок подвергается воздействию высокой температуры. В большинстве случаев расстояние между отдельными частицами уменьшается за счет воздействия высокого давления. Большой прочностью обладают порошки, изготавливаемые из мягких металлов.
Спекание
Финальный этап в порошковой металлургии заключается в воздействии высокой температуры. Практически любой метод порошковой металлургии предусматривает воздействие высокой температуры. Проводится спекание для достижения следующих целей:
- для повышения плотности изделия;
- для придания определенных физико-механических качеств.
Для термического воздействия проводится установка специального оборудования. Защитная среда, как правило, представлена инертными газами, к примеру, водородом. Процесс спекания может проводится и в вакууме для повышения эффективности применяемой технологии.
Индукционный метод нагрева также пользуется большой популярностью. Он предусматривает использование индукционных печей, которые производят или изготавливают своими руками. В продаже встречается оборудование, способное объединять несколько технологических процессов: спекание и прессование.
Применение продуктов порошковой металлургии
Порошковую металлургию применяют в авиации, электротехнике, радиотехнике и многих других отраслях промышленности. Это связано с тем, что применяемая технология производства позволяет получать детали сложной формы. Кроме этого, современные технологии порошковой металлургии позволяют получить детали, обладающие:
- Высокой прочностью. Плотная структура определяет повышенную прочность.
- Долговечностью. Получаемые изделия могут прослужить в тяжелых условиях эксплуатации на протяжении длительного периода.
- Износостойкостью. Если нужно получить поверхность, которая не истирается под механическим воздействием, то нужно рассмотреть технологию порошковой формовки.
- Пластичностью. Можно также получить заготовки повышенной пластичности.

Продукция порошковой металлургии
Также распространение этой технологии можно связать с низкой себестоимостью получаемых изделий.
Достоинства и недостатки
Метод получения изделий из порошков получил достаточно широкое распространение по причине большого количества достоинств:
- низкая стоимость получаемых изделий;
- возможность производства крупных деталей со сложными поверхностями;
- высокие физико-механические качества.
Металлургический порошковый метод характеризуется и несколькими недостатками:
- Получаемая структура обладает относительно невысокой прочностью.
- Структура характеризуется меньшей плотностью.
- Рассматриваемые технологии предусматривают применение специализированного оборудования.
- При нарушении технологии производства детали имеют низкое качество.
Сегодня порошковая металлургия активно применяется в самых различных отраслях промышленности. Кроме этого, ведутся разработки, которые направлены на улучшение качества получаемых изделий.
В заключение отметим, что при соединении мелких частиц различных металлов и сплавов получаются материалы с особыми эксплуатационными качествами.

Способствовать развитию знаний о технологии изготовления пластика и керамики как материалы, альтернативные металлам.
Осваивать приёмы выполнения изделия декоративно-прикладного характера из современных материалов, например керопластик или полимерная глина.
Личностные цели:
Метапредметные цели:
1. способствовать развитию речи учащихся;
2. учить анализировать свою работу, выделять главное
учить сравнивать свою работу с работой друзей по классу:
способствовать овладению всеми видами памяти;
Ознакомить с историей развития изготовления изделий из порошка, пластика и керамики;
ознакомить с областью применения пластмасс, керамики, биокерамики, углеродистого волокна.
проинформировать о профессиях литейщик пластмасс
ознакомить с экологическими проблемами утилизации отходов пластмасс.
Основные понятия
Пластики и керамика, керамики, биокерамики, углеродистого волокна.
Оборудование
Презентация к уроку, материал к уроку;
Полимерная глина или керапласт, стеки, инструменты и приспособления для лепки;
Урок 1-2
Организационный этап. Мотивация к учебной деятельности
Организует учащихся на начало урока. Проверяет готовность к уроку.
— Добрый день! Вот звенит для вас звонок – начинается урок. Ровно встали, подтянулись и друг другу улыбнулись.
Приветствуют учителя. Контролируют готовность к уроку.
Личностные:
Регулятивные:
способность регулировать свои действия, прогнозировать деятельность на уроке
Постановка цели и задач урока. Мотивация учебной деятельности учащихся.
Тема нашего урока зашифровано. Внимание на экран!
Слайд 1-2. Посмотрите, подумайте и ответьте на вопросы:
1.Как вы думаете, о каком производстве идет речь?
2. Из чего изготовлены все эти изделия?
Попробуем сформулировать тему урока.
Как называется наш урок? (Технология)
Технология изготовления изделий из (металла, пластика и керамики)
Изготовление изделий из металла существует порошковой способ. И сегодня мы изучим порошковую металлургию.
И так, тема нашего урока: Технология изготовления изделий из порошков (порошковая металлургия). Пластики и керамика
Подводит учащихся к осознанию целей и задач.
Скажите, пожалуйста, что мы должны сегодня узнать на уроке?
Корректирует ответы учащихся.
О металле, пластики, керамики.
Выполнить практическую работу по теме.
Ответ: металлургия
Ответ: металл, керамика и пластик
Учащиеся предлагают свои варианты темы урока.
Записывают тему в тетрадях.
Коммуникативные:
планирование учебного сотрудничества с учителем и одноклассниками.
Регулятивные:
Научиться принимать и сохранять задачу.
Познавательные:
Умения структурировать знания. Умение осознанно строить речевое высказывание.
Освоение нового материала
Вводное слово учителя:
Что же такое порошковая металлургия?
Просмотр видео фильма Слайд 3-4
Ответ Порошковая металлургия — технология получения металлических порошков и изготовления изделий из них (или их композиций с неметаллическими порошками).
Скажите, из каких 4 этапов состоит технологический процесс ПМ.
Ответ: В общем виде технологический процесс порошковой металлургии состоит из четырёх основных этапов: производство порошков, смешивание порошков, уплотнение (прессование, брикетирование) и спекание.
Посмотрите ролик процесс изготовления деталей Слайд 5-6
История и возможности. Порошковая металлургия существовала ещё в Египте в III веке до н. э. Египтяне из драгоценных металлических порошков делали украшения и другие артефакты.
Массовое производство изделий порошковой металлургии начинается с середины 19-го века.
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники.
Порошковая металлургия не стоит на месте, развивается, появляются новые материалы: Металлокера́мика, Твердые сплавы, Пористый металл
Работа с текстом.
А теперь внимание на экран. Слайд 7-8
Керамика — изделия из неорганических материалов (например, глины) и их смесей с минеральными добавками, изготавливаемые под воздействием высокой температуры с последующим охлаждением. В узком смысле слово керамика обозначает глину, прошедшую обжиг.
С древнейших времен и вплоть до наших дней керамические изделия занимают одно из ведущих мест в декоративно-прикладном искусстве всех народов мира.
В настоящее время керамика применяется как материал в промышленности (машиностроение, приборостроение, авиационная промышленность и др.), строительстве, искусстве, широко используется в медицине, науке. В XX столетии были созданы новые керамические материалы для использования в полупроводниковой индустрии и др. областях.
Среди всех известных материалов по совокупности физико-химических, механических и художественно-эстетических свойств керамика не имеет себе равных. От примитивных сосудов, вылепленных вручную и обожженных на костре, до изделий, изготовляемых на основе самых последних достижений современной науки; от грубого кирпича до тонкого прозрачного фарфора — таков путь развития керамики.
Перспективность керамики обусловлена многими факторами, среди которых наиболее важны следующие:
Работа с текстом
Записывают в тетрадях.
Читают, записывают. Отвечают.
Отвечают записывают в рабочую тетрадь
Читают. Отвечают на вопросы
осознание своих возможностей.
Регулятивные:
умение регулировать свои возможности, работать в группе.
Познавательные:
умение анализировать, выделять и формулировать.
Вы, наверное, устали,
Ну, тогда все дружно встали.
А теперь назад прогнулись.
Разминаем руки, плечи,
Чтоб сидеть нам было легче,
И за парты все уселись.
Хоть зарядка коротка,
Отдохнули мы слегка.
Глазки крепко закрываем,
Дружно до пяти считаем,
И работать продолжаем
Учащиеся выполняют несложные движения туловищем, руками и ногами, чтобы размяться. А затем гимнастику для глаз.
3.Пластмассы (пластические массы) или пластики — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры).
История. Первая пластмасса была получена английским металлургом и изобретателем Александром Парксом в 1855 году. Развитие пластмасс началось с использования природных пластических материалов (жевательной резинки, шеллака). Внимание на экран.
Какими свойствами обладают пластмасс?
Типы пластмасс. В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на:
• Термопласты (термопластичные пластмассы) — при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние;
• Реактопласты (термореактивные пластмассы) — После отверждения не могут переходить в вязкотекучее состояние.
• Также газонаполненные пластмассы — вспененные пластические массы, обладающие малой плотностью.
• Углеродное волокно — материал, состоящий из тонких нитей. Углеродное волокно. чудесный полимер. прочнее стали, но гораздо легче его.
Как вы думаете, каким способом можно соединить пластмасс между собой?
Пластиковые отходы должны перерабатываться — почему?
Отвечают на вопросы
Вводный инструктаж учителя:
• цели и задачи работы
• обсуждение порядка её выполнения
соблюдение правил техники безопасности
Девочки, достигли ли мы цели сегодняшнего урока?
Мы узнали технология изготовления изделий из порошков, пластики и керамики. Что нам ещё необходимо сделать на уроке?
Конечно, мы должны с вами выполнить практическую работу.
Какую же работу можно выполнить в наших условиях?
Сегодня мы свами будем изготавливать изделие из полимерной глины. Что это такое?
В наши дни есть огромное количество разнообразных пластических материалов для лепки, которые обладают удивительными свойствами.
Рассказ о полимерной глине, керопласте. (демонстрация готовых изделий). Техника выполнения (способы лепки, особенности, и конечная обработка) Техника безопасности при работе с полимерной глиной.
Текущий инструктаж:
• контроль правильности выполнения работы
• проверка организации рабочих мест
• соблюдение правил техники безопасности
Заключительный инструктаж:
• анализ выполненных работ
• разбор типичных ошибок
Отвечают на вопросы. Дают предположительные ответы
Обсуждают порядок выполнения работы по инструкционной карте
Повторяют технику безопасности при работе полимерной глины
Выполняют практическую работу
осознание своих возможностей.
Регулятивные:
умение регулировать свои возможности, работать в группе.
Познавательные:
умение анализировать, выделять и формулировать.
1. Подведем итог урока
Какие новые знания вы получили сегодня?
Когда эти знания вам будут необходимы, где вы сможете их применить?
Оцените свою работу на уроке.
2.Предлагаю продолжить фразы. –
Сегодня я — узнал
1. Ответы учащихся
2. закончить фразу (отзыв о уроке).
Регулятивные:
— выработка критериев оценивания работы
— устанавливать связь между целью деятельности и ее результатом
— оценивать собственный вклад в работу
Слушают пояснения по домашнему заданию. Осуществляют взаимоконтроль записи домашнего задания
Технология изготовления изделий из порошков (порошковая металлургия).
Пластики и керамика
Порошковая металлургия — технология получения металлических порошков и изготовления изделий из них.
В общем виде технологический процесс порошковой металлургии состоит из четырёх основных этапов: производство порошков, смешивание порошков, уплотнение (прессование, брикетирование) и спекание.
История и возможности. Порошковая металлургия существовала ещё в Египте в III веке до н. э.Еегиптяне из драгоценных металлических порошков делали украшения и другие артефакты.
Массовое производство изделий порошковой металлургии начинается с середины 19-го века.
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники.
Порошковая металлургия не стоит на месте, развивается, появляются новые материалы: Металлокера́мика, Твердые сплавы, Пористый металл
Металлокера́мика —искусственный материал, представляющий собой композицию металлов или сплавов с неметаллами (керамикой).
Они отличаются большой прочностью, высокими износо и теплостойкостью, антикоррозионными свойствами. Применяются в авиастроении, автомобилестроении, транспортном и химическом машиностроении, электроприборостроении, трубостроении и других отраслях промышленности.
Твердые сплавы получают прессованием порошков карбидов и кобальта в изделия необходимой формы и последующим спеканием при более высоких температур 1250. 1450 СС. Твердые сплавы чаще изготовляют резцы, фрезы, сверла и другие режущие инструменты.
Создан пористый металл с эффектом памяти. Новый класс металлических материалов способен удлиняться под действием магнитного поля и обладает эффектом памяти формы. Сплавы пористого металла отличаются крупнопористой структурой, похожей на швейцарский сыр. Это делает их легкими, при этом материалы сохраняют исключительную прочность.
Керамика (др.-греч. κέραμος — глина) — изделия из неорганических материалов (например, глины) и их смесей с минеральными добавками, изготавливаемые под воздействием высокой температуры с последующим охлаждением. В узком смысле слово керамика обозначает глину, прошедшую обжиг. С древнейших времен и вплоть до наших дней керамические изделия занимают одно из ведущих мест в декоративно-прикладном искусстве всех народов мира.
Керамика как альтернативный материал. В настоящее время керамика применяется как материал в промышленности (машиностроение, приборостроение, авиационная промышленность и др.), строительстве, искусстве, широко используется в медицине, науке. В XX столетии были созданы новые керамические материалы для использования в полупроводниковой индустрии и др. областях.
Среди всех известных материалов по совокупности физико-химических, механических и художественно-эстетических свойств керамика не имеет себе равных. От примитивных сосудов, вылепленных вручную и обожженных на костре, до изделий, изготовляемых на основе самых последних достижений современной науки; от грубого кирпича до тонкого прозрачного фарфора—таков путь развития керамики.
Перспективность керамики обусловлена многими факторами, среди которых наиболее важны следующие.
1. Важным достоинством керамики является высокая доступность сырья,
3. Затраты энергии на производство керамики ниже, чем в производстве металлических материалов.
4. Производство керамики, как правило, не загрязняет окружающую среду в такой мере, как металлургия
5. Получение керамики обычно более безопасно, чем производство альтернативных металлических материалов
7. Керамические материалы обладают большей биологической совместимостью, чем металлы и полимеры, и это позволяет использовать их в медицине как для имплантации искусственных органов, например Биокерамика.
Пластмассы (пластические массы) или пластики — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры)..
История. Первая пластмасса была получена английским металлургом и изобретателем Александром Парксом в 1855 году. Развитие пластмасс началось с использования природных пластических материалов (жевательной резинки, шеллака).
Типы пластмасс. В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на:
Термопласты (термопластичные пластмассы) — при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние;
Реактопласты (термореактивные пластмассы) — После отверждения не могут переходить в вязкотекучее состояние.
Также газонаполненные пластмассы — вспененные пластические массы, обладающие малой плотностью.
Углеродное волокно — материал, состоящий из тонких нитей. Углеродное волокно. чудесный полимер. прочнее стали, но гораздо легче его .
Свойства. Основные механические характеристики пластмасс те же, что и для металлов.
Пластмассы характеризуются малой плотностью, чрезвычайно низкими электрической и тепловой проводимостями, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований. При низкой температуре, при ударе может разрушится. Пластмасса может быть обработана на токарном станке, может фрезероваться. Физиологически почти безвредны.
Сварка пластмасс. Соединение пластмасс между собой может осуществляться механически (с помощью фигурных профилей, болтов, заклепок и т.д.), химически (склеиванием, растворением с последующим высыханием), термически (сваркой).
При сварке многих пластмасс выделяются вредные пары и газы.
Пластиковые отходы и их переработка. Пластиковые отходы должны перерабатываться, поскольку при сжигании пластика выделяются токсичные вещества, а разлагается пластик за 100—300 лет
1. Технология получения металлических порошков и изготовления изделий из них называется _____________________________
2. Технологический процесс порошковой металлургии состоит из чрёх основных этапов:_____________________________________
3. Порошковая металлургия существовала в _____________________________
4. Изделия порошковой металлургии сегодня используются в широком спектре отраслей_________________________________________________________
5.Разновидности новых металлических материалов _______________________________________________________________
6.Слово керамика обозначает_________________________________
7. Керамика как альтернативный материал. Область применения _______________________________________________________________________
8.Важным достоинством керамики является_____________________________
9. Пластмассы (пластические массы) или пластики — органические материалы, основой которых являются_________________________________________________
10. Первая пластмасса была получена английским металлургом и изобретателем Александром Парксом в _____________
11.Типы пластмасс __________________________________________________________
12. Соединение пластмасс между собой может осуществляться
13.Пластиковые отходы должны перерабатываться, поскольку ___________________________________________________________
14 .Для обеспечения утилизации одноразовых предметов в 1988 году Обществом Пластмассовой Промышленности была разработана__________________________________________________
1. Технология получения металлических порошков и изготовления изделий из них называется _____________________________
2. Технологический процесс порошковой металлургии состоит из чрёх основных этапов:_____________________________________
3.Порошковая металлургия существовала в _____________________________
4. Изделия порошковой металлургии сегодня используются в широком спектре отраслей______________________________________________________
5.Разновидности новых металлических материалов _______________________________________________________________
6.Слово керамика обозначает_________________________________
7. Керамика как альтернативный материал. Область применения _______________________________________________________________________
8.Важным достоинством керамики является_____________________________
9. Пластмассы (пластические массы) или пластики — органические материалы, основой которых являются_________________________________________________
10. Первая пластмасса была получена английским металлургом и изобретателем Александром Парксом в _____________
11.Типы пластмасс __________________________________________________________
12. Соединение пластмасс между собой может осуществляться
13.Пластиковые отходы должны перерабатываться, поскольку ___________________________________________________________
14 .Для обеспечения утилизации одноразовых предметов в 1988 году Обществом Пластмассовой Промышленности была разработана__________________________________________________
Порошковая металлургия – отрасль промышленности, включающая в себя определенный набор способов производства металлических порошков, а также изготовление деталей из этих материалов. Это направление металлургии как способ получения готовых изделий начало активно развиваться около ста лет назад.
Плюсы производства
Такой способ производства деталей имеет ряд преимуществ, которые позволяют ему вытеснять более дорогие методы обработки металлов: литье, ковку и штамповку.
Существующий ряд преимуществ:
- Экономичность – исходным материалом для изготовления порошков являются разного типа отходы, например, окалина. Этот отход металлургического производства больше нигде не используется, а методы порошковой металлургии позволяют компенсировать такие технологические потери.
- Точность геометрических форм деталей. Изделия, изготовленные методом порошковой металлургии, не нуждаются в последующей обработке резанием. Следовательно, производство осуществляется с низким процентом отходов.
- Высокая износостойкость изделий.
- Простота технологического процесса.
Технология производства методом порошковой металлургии имеет много общего с изготовлением керамических изделий.
Эти процессы объединяет то, что сырьевой материал (в одном случае это песок и глина, в другом – металл) погружается в раскаленную печь. В итоге получается пористая структура материала. Такая схожесть технологических процессов привела к тому, что детали, изготовленные методом порошковой металлургии, называют металлокерамическими.
Технологический процесс производства порошков
Получение металлокерамической детали начинается с изготовления порошков. Порошки бывают разных фракций и различных размеров. Отсюда – различие в способах их производства.
Существуют две группы принципиально разных методов получения порошков:
- Физико-механические методы – измельчение посредством механического воздействия на металлические частицы в твердой или жидкой фазе. Эти методы основаны на комбинировании статических и ударных нагрузок.
- Химико-металлургические методы – изменение фазового состояния исходного сырья. Это восстановление окислов и солей, электролиз, термическая диссоциация карбонильных соединений.
Имеются ключевые моменты применяющихся способов производства металлических порошков:
- Шаровой способ – мелкие металлические обрезки со стружкой дробятся и перетираются в шаровой мельнице.
- Вихревой способ – нагнетание в специальных мельницах (при помощи вентиляторов) сильного воздушного потока, приводящего к взаимному столкновению частиц металла. На выходе получается качественно измельченный порошок, с блюдцеобразной формой зерен.
- Применение специальных дробилок. Принцип действия таких устройств основан на измельчении металлических частиц с помощью ударного воздействия падающего груза.
- Распыление – легкоплавкий металл, находящийся в жидкой фазе, распыляется потоком сжатого воздуха. После этого его отправляют для размельчения к быстровращающемуся диску.
- Электролиз – металл восстанавливается из расплава под воздействием электрического тока, что делает его хрупким. Это свойство дает ему возможность легко перемалываться в мельнице до состояния порошка. Форма зерен порошка при этом дендритная.
Физико-механические методы
Порошок требуемых фракций получают в центробежных мельницах разного типа.

Первичное измельчение – промежуточный этап производства порошков. Его осуществляют в конусных и валковых дробилках. В этих устройствах получат мелкие частицы металла с размером, не превышающим 1 см.
Процедура измельчения может длиться, в зависимости от применяемой технологии, от одного часа до 3–4 суток. Когда требуется сократить этот процесс, применяются уже не шаровые, а вибрационные мельницы.
В таких мельницах интенсивность процесса возрастает за счет присутствия усилий резания и создания переменных напряжений. Окончательный размер порошковых частиц составляет от 0,009 мм до 1 мм.
С целью повышения производительности процесса измельчения, его осуществляют в условиях жидкостного воздействия – для недопущения распыления металла. Объем задействованной жидкости составляет 40% от массы измельчаемых частиц.
Для измельчения твердосплавных частиц применяют планетарные центробежные мельницы. Отрицательной стороной работы такого устройства считается периодичность ее работы.
Физико-механические методы не подходят в случае необходимости измельчения цветных металлов, обладающих высокой пластичностью. Пластичные металлы измельчаются вихревыми мельницами, их принцип действия основан на измельчении частиц путем их взаимных ударов.
Химико-металлургические методы
Чаще остальных применятся метод восстановления железа. Выполняется он из рудных окислов или окалины, образующейся в процессе горячей прокатки. Во время реакции восстановления металла нужно постоянно отлеживать количество газообразных соединений в составе порошка.
Превышение предельно допустимой нормы их содержания, приведет к повышенной хрупкости порошка. А это, в свою очередь, делает невозможным операцию прессования. Если избежать этого превышения не удалось, применяют вакуумную обработку, удаляющую большое количество газов.
Способ, основанный на распылении и грануляции – самый дешевый и простой при получении порошков. Дробление происходит под воздействием струй расплава или инертного газа. Распыление осуществляется с помощью форсунок. Регулируемые параметры процесса распыления – температура и давление газового потока. Охлаждение – водяное.
Применение электролиза как метода производства порошков наиболее целесообразно для задачи получения медных порошков, которые имеют высокую степень чистоты.
Производство порошковых изделий
Свойства металлических порошков
Порошки, как и любой другой материал, имеет ряд стандартных свойств, которые влияют на его технологическую пригодность. Специалисты к ним относят следующие свойства:
- плотность порошков, именуемая пикнометрической, определяется химической чистотой порошка и степенью его пористости;
- насыпной плотностью порошков называется его масса, полученная при свободном наполнении емкости определенного объема;
- текучестью порошков считается быстрота наполнения емкости определенного объема. Это очень важный технологический параметр, потому как от него зависит производительность последующего прессования;
- пластичность – свойство порошков принимать заданную форму и сохранять ее после прекращения нагрузки.
Получение изделий из порошков
В независимости от метода получения металлических порошков, его дальнейший путь лежит через обработку давлением с помощью специальных пресс-форм.
Для формообразования изделий из порошков применяют прессование с применением пресс-форм, прокатку и шликерную формовку.
Последняя является аналогом литья расплавленного металла в форму. Таким способом изготавливаются детали, имеющие форму тел вращения.
Формовка
Формование порошков – подготовительная операция, предваряющая процесс прессования. Включает в себя термообработку, подготовку смеси и дозировку. Повысить свойства пластичности порошков помогает термический отжиг.
Термообработка проходит в среде защитных газов при температуре от 40 до 60 процентов от температуры плавления металла. Для получения однородности состава порошков, они подвергаются обязательно операции сепарирования: просеивания металлических частиц через специальные сита. Только после того, как порошок просеян, следует переходить к приготовлению смеси порошков нужного состава.
Прессование
Суть процесса прессования заключается в плотном соединении частичек металлического порошка друг с другом. Рабочее давление механического пресса при этом составляет от 1 до 6 тыс. кг на квадратный сантиметр.
Изделия, полученные прессованием, не имеют высоких прочностных характеристик. Поэтому им требуется термообработка, заключающаяся в спекании порошков. Частицы металла в процессе расплавления образуют между собой крепкие межатомные связи, делая деталь однородной по своей структуре.
Стоит отметить, что часто операции прессования и спекания объединены в одну – горячее прессование.
Причем нагрев в этом случае осуществляют токами высокой частоты.Производство деталей из порошков методом горячего прессования значительно сокращает время, затрачиваемое на их изготовление.
Этот фактор позволяет экономить энергетические ресурсы и снижает себестоимость производства изделий.
Области применения деталей порошковой металлургии
Порошковая индустрия как способ изготовления и обработки металлов очень разнообразен по своим технологическим методам. Это дает возможность получать детали требуемого состава и необходимых свойств.
Применяя методы порошковой металлургии производства, специалисты могут производить новейшие композитные материалы, получения которых традиционными методами невозможно. Производство деталей машин и механизмов из металлических порошков дает существенную экономию на материале, за счет получения низкого расходного коэффициента.
Металлокерамические изделия применяются в широком спектре областей приборостроения, радиоэлектроники и машиностроения. Применяются порошки и в производстве режущего инструмента: резцов, сверл.
Производство изделий из металлических порошков в настоящий момент имеет высокую степень автоматизации. Технологическая простота операций позволяет применять работников без высокой квалификации. Эти факторы благоприятно отражаются на себестоимости продукции порошковой металлургии.
При уровне пористости порошков, который не превышает норму, они не уступают по показателю коррозионной стойкости. Особенно деталям, изготовленными стандартными способами.
Изделия порошковой металлургии обладают способностью хорошо переносить резкие скачки температур. Поэтому они применяются в средах, работающих в таких условиях.
Детали узлов трения
Специфика применения металлокерамических изделий обусловлена их свойством хорошо удерживать смазочные материалы. Эта их особенность определяется пористой структурой.
Это свойство способствует изготовлению из порошков деталей, испытывающих в своей работе трение: подшипники скольжения, направляющие втулки, вкладыши, щетки электродвигателей.
Пористая структура подшипников из порошков позволяет пропитывать их маслом. Впоследствии смазка попадает на трущиеся поверхности. Такие подшипники получили название самосмазывающиеся.
Они имеют следующие достоинства:
- экономичность – применение таких подшипников позволяет уменьшить расход масла;
- износостойкость;
- экономия на материале. Замена дорогостоящей бронзы и баббита на железо.
Свойство пористости металлокерамических деталей специалисты могут усилить, если при изготовлении добавлять в них графит, который, как известно, обладает высокими смазывающими свойствами. Подшипники с повышенным содержанием графита не нуждаются в применении масла.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
Твердые сплавы
Твердосплавные изделия получают методами металлокерамики. Повышенная твердость достигается включением в состав карбидных включений. Как известно, с увеличением доли углерода в металле, возрастает его твердость.
Карбидные соединения дают высокую вязкость, сохраняя прочностные свойства порошка. Металлокерамические детали нужны там, где необходима их высокая износостойкость. Чаще всего, это режущий инструмент, а также твердосплавные матрицы и пуансоны для листовой штамповки.
Порошковая металлургия
Контактные материалы
Изделия из электроконтактных материалов. Порошковая индустрия незаменима для производства электрических контактов, применяемых в электронике и радиотехнике. В этих отраслях применяются так называемые ферромагнитные порошки.
Другие сферы применения порошков
Еще одним полезным свойством порошков является их жаростойкость, что позволяет применять их в различных тормозных механизмах. Жаростойкие свойства металлокерамики возрастают с добавлением в ее состав хрома, никеля и вольфрама.
Практически все современные магнитные детали производятся из металлических порошков. Технология порошковой металлургии позволяет получить соединения железа с различными силикатами.
Применяют металлокерамические изделия также для фильтрации газов и горючих веществ.
Недостатки порошков
Среди недостатков методов порошковой металлургии следует выделить невозможность изготовления деталей, имеющих сложную геометрическую форму, а также относительно небольшой размер изделий. Прочность и однородность структуры порошков уступает деталям, изготовленным методами объемной штамповки, горячей ковки и волочения.
Детали, изготовленные из порошков, имеют более низкую плотность, в сравнении с деталями, изготовленными обработкой металлов давлением. Этот фактор имеет повышенное значение, когда нужно облегчить какой-либо узел механизма. Это дает возможность инженерам-конструкторам решать задачи уменьшения расхода металла, не теряя эксплуатационных свойств деталей.
Порошковая металлургия требует строго соблюдения мер пожарной безопасности. Склонность к самовозгоранию порошков – опасный производственный фактор, требующий четкого соблюдения правил техники безопасности.
Будущее порошковой металлургии
Развитие порошковой металлургии обязано преследовать цель увеличения номенклатуры изделий, которые мастера могут изготовить этим способом.
Детали сложных конфигураций, которые сейчас получают на заводах только обработкой резанием, должны в будущем изготавливаться методами порошковой металлургии. Это позволит уменьшить материалоемкость производства сложных деталей.
Дальнейшая автоматизация производственного процесса – отличительная черта современных промышленных предприятий. Касается она и производства изделий из металлических порошков.
Снижение влияния человеческого фактора на технологический процесс, повышает точность изготовления деталей.
Качество изделий порошковой металлургии с течением времени должно конкурировать с передовыми технологиями производства деталей машин и механизмов. Повышение качества и снижение себестоимости готовой продукции – приоритетная задача предприятий порошковой металлургии.
Читайте также:
- Особенности разработки исходящих шифртелеграмм и порядок обращения с ними конспект
- Конспект информационное общество 10 класс
- Конспект урока лепка цифр
- Природа и ресурсы гор юга сибири 9 класс география конспект урока
- Конспект психологического занятия для младших школьников секреты общения
Порошковая металлургия: технология производства и спекания металлического порошка
Изготовление металлоизделий не всегда предполагает литье и механическую обработку заготовок. Существует достаточно обширная группа металлических изделий, для производства которых не обойтись без спекания так называемой металлической порошковой композиции. В обзоре будет рассказано о том, как спекать металлический порошок.

Порошковая металлургия практикуется с античных времен. В III веке до н.э. египетские мастера получали спеканием порошков ювелирные украшения, многие предметы быта и обихода. Промышленное производство металлоизделий на основе металлического порошка осуществляется с середины XIX века.
Порошковая металлургия предполагает использование для получения металлоизделий одно- или многокомпонентного металлического порошка. Рассыпчатая порошковая масса обретает необходимую форму в процессе термообработки, чаще всего твердофазного спекания.
Продукция порошковой металлургии обладает уникальными свойствами, которые невозможно получить в процессе классического литья металлического расплава. В процессе спекания металлический порошок обретает особую структуру и полностью контролируемый состав.
В статье можно будет узнать про виды металлического порошка для спекания.
Свойства продукции порошковой металлургии
Применение порошковой металлической композиции имеет ряд преимуществ перед классическим литейным производством:
- Появляется возможность создавать сплавы из разнородных компонентов
- Металлоизделия не требуют сложной механической обработки
- Улучшается контроль структуры и состава металлоизделия
Методом спекания нередко производят уже готовые металлоизделия, не требующие дополнительной механической обработки. Разумеется, спекаются детали с как можно более простой геометрией, что обусловлено особенностями изготовления и применения пресс-форм.
Спеканием металлической порошковой композиции обычно изготавливают детали с геометрией, которая не превышает по сложности форму обойм подшипниковых узлов и зубчатых колес.

Разумеется, встречаются спеченные металлоизделия и со сложной геометрией. Но в этом случае простую по форме заготовку подвергают фрезерованию или другим аналогичным методам механообработки.
В процессе термообработки металлического порошка появляется возможность получения уникальных сплавов. Спекание минует фазу жидкого расплава. При традиционной плавке металла неметаллические компоненты просто всплывают на поверхность. Спекание же обеспечивает надежное соединение компонентов порошковой композиции без вытеснения неметаллических элементов.
Благодаря твердофазному спеканию порошковая металлургия надежно соединять между собой помол металла и керамики. Существуют твердосплавные соединения металла и технического алмаза. Подобные материалы используются в виде накладок на режущую кромку токарных резцов, сверловой и прочей механообрабатывающей оснастки.
Дополнительно твердофазное спекание порошковой металлической композиции дает возможность получать пористую структуру. Существуют технологии, позволяющие заполнять поры металлоизделия жидкой смазкой.
Спеченные металлоизделия со смазкой нашли широчайшее применение в механизмах с большим количеством контактных поверхностей. Из наполненного смазкой пористого сплава часто изготавливают обоймы подшипниковых узлов и зубчатые колеса. Такие металлоизделия способны надежно и долговечно работать в условиях дефицита смазки.
Пропитанные смазкой подшипники называют самосмазывающимися.
Как спекать металлический порошок для получения качественных металлоизделий.
Технология спекания металлического порошка
Порошковая металлургия включает в себя достаточно сложные технологические процессы подготовки сырья, формования и термообработки. Изготовление металлоизделий из порошковой композиции состоит из следующих этапов:
- Получение металлического порошка
- Смешивание шихты
- Формование будущего металлоизделия
- Термообработка
- Финишная обработка металлоизделия
Сегодня порошковая металлургия стремится к минимизации технологического процесса финишной обработки. Грамотно организованный производственный процесс позволяет получить после спекания полностью готовое к упаковке и дальнейшему целевому использованию металлоизделие.
Современные изделия на основе спеченного металлического порошка не принято подвергать токарной или фрезерной обработке, как и шлифованию с полировкой. В этом случае можно рассчитывать на заметное снижение себестоимости порошковых металлоизделий.

- Получение металлического порошка – в основе любого спеченного металлоизделия находится металлический порошок. Исходным сырьем может выступать: железо, медь, никель, золото и многие другие металлы.
Металлический порошок представлен частицами размером от 0,01 до 500 (мкм). Размер фракции порошка оказывает влияние на структуру спеченного материала, что будет определять многие физико-механические свойства металлоизделия. Что нужно знать про виды металлического порошка.
Металлический порошок изготавливают различными способами. Существует 2 подхода для изготовления металлического порошка, которые в свою очередь делятся на множество методов:
- Физико-механические способы
- Химико-металлургические способы
Физико-механический подход предусматривает операции по дроблению стружки или распылению расплавленного металла.
В порошковой металлургии достаточно широкое распространение получил метод шарового дробления. Металл может дробиться и ударным молотом. Для получения помола необходимой тонкости дробилка может непрерывно воздействовать на металл до 3-4 дней.
Более современные методы создания металлического порошка предусматривают распыление жидкого расплава как при помощи воздуха, так и инертного газа.
Химико-металлургический подход предусматривает получение металлического порошка при помощи электролиза, а также в ходе восстановления оксидов.

- Смешивание шихты – чтобы улучшить эксплуатационные характеристики спеченного металлоизделия, в состав металла вводятся различные легирующие добавки и вспомогательные вещества.
К металлическому порошку добавляют помол других металлов и компонентов, которые позволят улучшить физико-механические свойства будущего изделия.
При изготовлении твердосплавных накладок на режущую кромку (для резцов, сверл и прочей оснастки) в состав металлического порошка вводят помол технического алмаза или керамики. Порошковая металлургия дает возможность получать уникальные металлокерамические сплавы.
Чтобы добиться равномерного замеса, шихту перемешивают при помощи специального устройства, с поворотной камерой и лопатками.
- Формование металлоизделия – перед непосредственным спеканием металлическому порошку следует придать форму будущего изделия. Для этого порошковую металлическую композицию подвергают пресс-формингу.
Шихта ссыпается в специальную форму, которую с одной или нескольких сторон придавливает прессовое оборудование.
При воздействии на металлический порошок давления происходит повышение плотности структуры заготовки. Чем сильнее сжать порошкообразную массу, тем большей плотностью будет обладать металлоизделие.
Хорошо спрессованная заготовка практически не подвержена усадке. Правильно подобранное давление позволяет минимизировать, а иногда и вовсе исключить, технологический процесс финишной механообработки изделия.
Чтобы сформовать металлоизделие, необходимо прибегнуть к использованию так называемой пресс-формы. Металлический порошок засыпается внутрь камеры, которая определяет будущие габариты и точную форму изделия. Изготовление пресс-форм является весьма трудоемкой областью порошковой металлургии.
После придавливания прессом сырой порошок может извлекаться из пресс-формы или же оставаться внутри. Все зависит от технологии производства, а также особенностей металлоизделия и пресс-формы.
Теперь подробнее о том, как спекать металлический порошок.

- Термообработка – после формования металлоизделия заготовка отправляется в печь. Большая часть порошковых металлоизделий создается по технологии твердофазного спекания.
Метод твердофазного спекания предотвращает появление жидкого расплава. Это делается для того, чтобы компоненты шихты были равномерно распределены по всему металлоизделию. При переходе же железа в жидкий расплав вспомогательные добавки просто всплывут в верхнюю часть пресс-формы.
В процессе твердофазного спекания частицы шихты соединяются между собой за счет диффузии и сил поверхностного натяжения оболочки молекулярных соединений.
С ростом температуры и времени спекания структура металла становится более цельной и однородной. Порошковая металлургия дает возможность регулировать параметры спекания в широчайших пределах.
По окончанию спекания металлоизделие остывает и извлекается из пресс-формы.
- Финишная обработка металлоизделия – далеко не всегда после температурной обработки заготовка обретает эталонный размер и идеально ровные поверхности.
В некоторых случаях все же приходится передавать определенные экземпляры порошкового металлоизделия на дополнительную обработку.
Сущность технологии метода ПМ состоит в получении порошков чистых металлов и многокомпонентных сплавов с их последующим поэтапным безотходным преобразованием в готовые к эксплуатации материалы, изделия и покрытия требуемых функциональных параметров.
Общетехнологический процесс включает в себя ряд следующих последовательно реализуемых этапов:
- производство порошков;
- предварительную подготовку порошковой смеси (шихты);
- формовку;
- спекание;
- дополнительные операции.
1. Методы изготовления порошков и их характеристики
Изготовление порошков – наиболее сложная в техническом отношении, самая затратная и трудоемкая стадия процесса ПМ. На сегодняшний день разработано значительное количество способов их получения, что обеспечивает возможность наделения конечных продуктов тем или иным набором свойств, определяющих сферу применения.
Изготовление порошков осуществляется двумя основными способами:
- физико-механическим;
- химико-металлургическим.
1.1. Физико-механический метод
В рамках данного метода исходное сырье преобразуется в порошок без нарушения химсостава, посредством механического измельчения, как в твердом агрегатном состоянии, так и виде жидкого расплава.
Физико-механическое измельчение производят способами:
- дробления и размола;
- распыления и грануляции.
1.1.1. При дроблении и размоле твердого сырья изначальные размерные параметры частиц уменьшаются до заданных значений. Данный способ целесообразнее всего использовать при измельчении материалов высокой степени хрупкости, в частности, Si, Sb, Cr, Mn, сплава Al+Mg, а также ферросплавов на основе Fe.
Механическое измельчение может проводиться путем:
- сжатия (статическое измельчение);
- удара, раздавливания, истирания, раскалывания и т.п. (динамическое измельчение, рис. 1).
Рисунок 1. Основные виды динамического измельчения.
Фаза дробления частиц до размеров от 1 до 10 мм (грубое измельчение) выполняется с использованием дробильных агрегатов различных типов конструкции (шнековых, валковых, конусных, бегунковых и др.). Для тонкого и сверхтонкого измельчения частиц после дробления (размол до стадии порошков) применяют специальные мельницы, преимущественно барабанного типа с электроприводом (рис. 2 и 3.).
Рисунок 2. Шаровая мельница барабанного типа с электроприводом.
Рисунок 3. Принцип действия шаровой мельницы барабанного типа: 1-кожух барабана; 2-размольные шары; 3-плиты для футеровки; 4-электропривод.
В рабочий барабан мельницы помещают стальные или твердосплавные шаровидные размольные элементы, а затем – материал, подвергаемый размолу. В зависимости от интенсивности вращения барабана размольные элементы могут подниматься на различную высоту, вследствие чего размол возможен в различных режимах (скольжение, перекатывание, свободное падение), а также в режиме наивысшей интенсивности.
При необходимости использовать для размельчения еще более интенсивный частотный режим применяют вибромельницы (рис. 4). В подобных агрегатах измельчение частиц осуществляется за счет их усталостного разрушения вследствие создания переменной амплитуды усилий сжатия и срезывания.
Рисунок 4. Вибромельница МВ-420.
Объем рабочего барабана 420 л, мощность 46 кВт. Рабочий барабан (1), в котором размещены размольные шары, установлен на раму станины (7) посредством специальных амортизирующих пружин (3). Вращение дебалансного вала осуществляется электроприводом (2). При этом допускается регулирование крутящего момента вала, для чего используются выносные дебалансные группы (4). При помощи шнекового питающего устройства происходит непрерывная подача измельчаемой массы в загрузочную горловину барабана (5). Выгрузка готового порошка выполняется по принципу «самотека» через разгрузочное отверстие (6).
Тонкий помол трудноизмельчаемых материалов обычно производят с использованием мельниц планетарно-центробежной конструкции (рис. 5) с размольными шарами.
Рисунок 5. Принципиальная схема мельницы планетарно-центробежного типа.
Измельчение пластичных металлов производится на мельницах роторно-вихревого типа (рис 6.), в которых частицы саморазрушаются под воздействием ударных нагрузок.
Рисунок 6. Принцип действия мельницы роторно-вихревой конструкции.
Исходное сырье поступает в загрузочный бункер 1, где под действием турбулентных завихрений, создаваемых вращающимися с различной частотой спиралевидными шнеками 2 и 3, частицы, соприкасаясь друг с другом, саморазрушаются: происходит их преобразование в порошок требуемой консистенции.
1.1.2. Наименее сложным и одновременно едва ли не самым малозатратным считается способ изготовления порошков путем распыления и грануляции жидких расплавов металлов, Т° плавления которых не превышает 1650°C (Al, Zn, Cu, Pb, Ni, Fe, ферросплавы и др.)
Суть данного способа механического измельчения заключается в дроблении струи расплава на мельчайшие капли под воздействием энергонасыщенного жидкостного либо газового потока, которые, остывая, оседают в виде частиц порошка. Образование расплавов происходит в специальных электрических печах, нередко в защитных средах, образуемых инертными газами.
1.2. Химико-металлургический метод
Этот метод получения металлических порошков также можно реализовывать различными способами, среди которых наиболее востребованными являются:
- химическое восстановление металла из исходного сырья (восстановительный способ);
- электролиз (электролитический способ);
- термокарбонильная диссоциация (карбонильный способ).
1.2.1. Порошки восстановленные (ПВ) изготавливают с применением различных химических веществ-восстановителей, которыми воздействуют на соли и оксиды металлов для отделения неметаллической фракции (солевого остатка, газов). Данный способ применяется, в частности, для получения порошков Co, Ni, W, Mo, Fe, Cu, Nb и других металлов.
1.2.2. Способ изготовления порошков электролитических (ПЭ) состоит в осаждении частиц чистого металла на катоде под воздействием постоянного тока на соответствующий электролит в виде раствора либо расплава. Этим способом получают, в частности, электролитические порошки W, Ni, Fe, Cu, Ti, Zr, Nb, Та, U и др.
1.2.3. Порошки карбонильные (ПК) изготавливают путем разложения в заданном температурном режиме карбонильных металлических соединений на исходные составляющие: частицы чистого металла и газообразный монооксид углерода СО, который удаляется. Карбонильный способ применяют для получения карбонильных порошков W, Mo, Fe и ряда прочих металлов.
1.3. Свойства порошков
Порошки металлов различаются по своим физико-химическим и технологическим свойствам.
К категории физических свойств относятся форморазмеры и гранулометрический состав частиц, характеристики их удельной поверхности, а также плотность (пикнометрическая/насыпная) и способность деформироваться, именуемая микротвердостью.
Набор химических свойств определяется химическим составом сырья и метода/способа изготовления. Допустимая концентрация в готовой порошковой продукции нежелательных примесей не должна превышать значения 1,5-2%.
Одним из важнейших химических свойств является степень газонасыщенности порошка, что особенно актуально для порошков, получаемых путем восстановления, из состава которых бывает трудно удалить определенную часть газообразных восстановителей и продуктов реакции. В электролитических порошках может содержаться некоторая доля катодного водорода. В составе порошков карбонильного генеза могут в растворенном состоянии наличествовать О2, СО, СО2 и другие газы, по мере увеличения процентного содержания которых возрастает степень хрупкости порошка, что затрудняет процесс формовки из них заготовок будущих изделий.
К категории химических причисляют и такие свойства порошков, как степень токсичности и пирофорности. Большинство металлических порошков токсично, причем степень токсичности тем ниже, чем меньшие размеры имеют частицы. Под пирофорностью понимают способность порошков некоторых активных самовоспламеняться вплоть до взрыва при контакте с кислородом воздуха. Любые работы с такими порошками необходимо проводить в рамках строжайшего соблюдения мер безопасности.
К технологическим свойствам порошков относят показатели их текучести, прессуемости и формуемости.
2. Предварительная подготовка порошковой смеси
Преобразование уже изготовленного металлического порошка в конечные изделия начинается с предварительной подготовки исходной смеси (шихты), которая в последующем будет подвергаться формованию и спеканию.
Процесс подготовки исходной шихты является трехэтапным и последовательно осуществляется в виде:
- отжига;
- сортирования по фракциям (классификации);
- непосредственно смешивания.
2.1. Рекристаллизационный отжиг порошков необходим для повышения показателей их пластичности и прессуемости. Путем отжига удается восстановить остаточные оксиды и удалить внутреннее напряжение – наклеп. Для отжига порошки подвергают нагреву в восстановительно-защитных газовых или вакуумных средах в диапазоне температур от 0,45 до 0,65 от абсолютного значения Т° плавления того металла, из которого они состоят. Так, отжиг порошка Cu осуществляют в восстановительном потоке инертных газов при Т° от 360 до 420 0С, а порошка Fe – при Т° от 660 до 770 °С. Обычно отжигу подвергают порошки, изготавливаемые способами механоизмельчения, электролиза и термокарбонильной диссоциации.
2.2. Классификацию порошков осуществляют их разделением по фракциям (в зависимости от тех или иных размерных параметров частиц) с применением специальных вибросит, имеющих ячейки соответствующих диаметров. Для разделения по фракциям применяют также воздушные сепараторы (рис. 7), а для классификации жидких смесей – способ центробежной дисперсной седиментации.
Рисунок 7. Общий вид центробежного воздушного сепаратора тонкого разделения CFS/HD-S и схема его действия.
Порошковый материал направляется нагнетаемым турбиной воздушным потоком в область разделения, где под действием центробежной силы происходит отделение т оседание тяжелых крупных частиц, удаляемых в нижнем направлении через разгрузочный клапан. Мелкие легкие частицы увлекаются циклонным потоком воздуха вверх и направляются на дополнительную сепарацию.
Для приготовления порошковой шихты используются фракции, сочетаемые в требуемом процентном соотношении.
2.3. Смешивание – важнейшая из подготовительных операций процесса ПМ – производится путем приготовлении из металлопорошков различного химико-гранулометрического состава (возможны легирующие добавки порошков неметаллических элементов) однородной субстанции – шихты. От того, насколько тщательно происходит смешивание, зависит однородность шихты, что исключительно важно для конечных функциональных свойств готовой металлокерамической продукции.
Чаще всего смешивание порошковых составляющих осуществляют механическим способом с применением специальных миксерах (рис. 8, 9).
Рисунок 8. Горизонтальный миксер без функции сушки.
Рисунок 9. Горизонтальный миксер с функцией сушки.
При смешивании с измельчением компонентов весовое соотношение загружаемой порошковой массы и шаровидных размольных элементов должно быть примерно равным (1:1). Смешивание, не сопровождающееся измельчением, выполняют в миксерах непрерывного действия барабанного, шнекового, лопастного, центробежного, планетарного, конусного типа.
Равномерность и быстрота распределения частиц порошковых компонентов в составе смеси будут тем эффективнее, чем ближе друг к другу абсолютные величины их плотности. При существенном расхождении абсолютных величин неизбежно расслоение составляющих. Для предотвращения этого фактора компоненты следует загружать по раздельности в следующей последовательности: в первую очередь наименее плотный с наиболее плотным, а затем уже все прочие. Целесообразнее всего проводить смешивание в жидкостных средах, несмотря даже на то, что техпроцесс в этом случае усложняется и является более затратным в экономическом отношении.
При подготовке шихты из высокотвердых компонентов (W, Mo, карбиды металлов) с целью повысить их формуемость в смешиваемую субстанцию нередко добавляют тяжелые спирты, бензин, глицерин, а также дистиллированную воду. Иногда для облегчения смешивания и последующего прессования осуществляют введение в смесь технологических присадок-пластификаторов на парафиново-стеариновой и глицериновой основе, а также летучих веществ, позволяющих изготавливать продукты требуемой степени пористости.
При этом необходимо, чтобы пластификаторы соответствовали следующим критериям:
- высокая смачивающая способность;
- полное выгорание при нагревании;
- возможность быстрого удаления растворителями органической группы.
Раствор пластификаторов обычно заливается в перемешиваемую порошковую субстанцию, а по завершении процесса получаемая шихта тщательно высушивается и просеивается.
3. ФОРМОВАНИЕ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Формование (формовка) в порошковой металлургии – это технологическая стадия, целью которой является уплотнение поступающего в пресс-форму заданного количества готовой сыпучей шихты и ее обжатие для придания форморазмеров готового к последующему спеканию изделия.
Этап формования заключается в преобразовании полученной сыпучей шихты в достаточно прочные первичные заготовки пористой структуры. На результаты формования порошка влияют его насыпная масса, способы предварительной обработки, сила и направленность формовочного давления, ряд других факторов.
Деформация частиц при формовке по своему генезу может быть одновременно упругой, хрупкой и пластической. На рис. 10 представлены некоторые виды перемещения частиц при формовке.
Рисунок 10. Виды перемещения частиц порошков в ходе формования.
Как видим, сближение частиц может сопровождаться увеличением площади контакта, не сопровождаясь (а) или сопровождаясь (б) их деформацией; при удалении частиц (в) площадь контакта уменьшается вплоть до его прерывания; при взаимоскольжении частиц (г) точка контакта смещается; в ходе перемещения частиц может возникать происходить хрупкая деформация, приводящая к их разрушению (д).
На рис. 11 представлена схема методов формования.
Рисунок 11. Схема методов формования металлических порошков.
Наиболее востребованными являются способы формовки путем прессования в стальных пресс-формах, гидростатического, мундштучного и динамического формования, а также прокатки и шликерного литья.
3.1. Холодная формовка в жестких пресс-формах
Формовка шихты в большинстве случаев осуществляется путем ее размещения в прочных стальных пресс-формах и последующего спрессовывания под давлением от 30 до 1200 МПа на прессовых агрегатах механического, пневматического или гидравлического принципа действия.
Формование порошка данным способом осуществляется поэтапно (рис. 12).
Рисунок 12. Этапы формовки.
Сразу после засыпки шихты наблюдается хаотичное размещение ее частиц по всему объему пресс-формы, с образованием т. наз. мостиков или арок (а). При внешнем давлении, по мере его повышения, частицы порошка, уплотняясь, заполняют пустоты, вследствие чего происходит разрушение мостиков и арок (б, в). На последующих стадиях спрессовывания наблюдается дальнейшее уплотнение частиц, сопровождаемое изменением границ между ними, что приводит к увеличению степени прочности заготовки (г). На конечном этапе процесса хрупкие частицы твердометаллических порошков разрушаются, а мягкометаллические частицы претерпевают пластическую деформацию (д).
На рис. 13 показаны схема одностороннего прессования и кривая ступенчатого роста плотности по высоте с ее отношением к минимальному диаметру поперечного сечения d:H/d = 2…3.
Рисунок 13. Схема установки для одностороннего прессования и кривая роста ступенчатого плотности по отношению к давлению. 1 – матрица; 2 – пуансон уплотнения; 3 – нижний пуансон; 4 – порошок.
Если данное соотношение превышает 3, не достигая 5, то целесообразно применение двухстороннего прессования (рис. 14); при еще больших значениях показано использование других способов.
Рисунок 14. Схема установки, осуществляющей двустороннее прессование порошковых материалов: а – без нагрева, б – с нагревом.
Формовка изделий сложной конфигурации сопряжена с определенными трудностями, препятствующими обеспечению одинаковой плотности в тех или иных сечениях. С целью разрешения проблемы используют установки с несколькими пуансонами, что обеспечивает возможность прилагать к порошку различные усилия (рис. 15).
Рисунок 15. Схема формования изделий сложной конфигурации: 1- пуансон, 2-пуансон, 3-матрица, 4- нижний пуансон.
Формование в пресс-формах выполняется на прессовых агрегатах механогидравлического типа. Формовка заготовок со сложной конфигурацией осуществляется на прессах, оснащенных несколькими плунжерами.
3.2. Гидростатическое формование
При данном способе формовки для создания усилия сжатия используется жидкость, чем обусловлено его название. Процесс спрессовывания осуществляют путем сжатия шихты по всем направлениям.
При формовании гидростатическим способом (рис. 16) порошок предварительно засыпается в эластичный контейнер и подвергается вакуумированию, герметизируется и лишь после этого помещается в цилиндр с рабочей жидкостью, давление в котором поднимается до необходимых значений. Поскольку трение между стенками контейнера и частицами шихты оказывается предельно минимальным, плотность спрессованной заготовки равномерно распределяется по каждому из сечений.
Рисунок 16. Схема установки для гидростатического формования: 1 – рабочий цилиндр; 2 – пуансон; 3 – пресс-шайба; 4 – рабочая жидкость; 5 – матрица; 6 – уплотнитель; 7 – держатель матрицы; 8 – контейнер с шихтой.
Преимущество способа гидростатического формования заключается еще и в том, что при нем исключается анизотропия свойств – их внутренняя неравномерность и разнонаправленность.
3.3. Прокатка порошковой шихты
Формование прокаткой порошков осуществляется на прокатных станах. Порошок может поступать в валки, как показано на рис. 17, либо под воздействием силы тяжести (вертикальная свободная подача), либо в принудительном режиме (шнековая подача).
Рисунок 17. Вертикальная (а) и горизонтально-шнековая (б) подача материала.
Процесс прокатки является непрерывным и осуществляется в автоматическом режиме, что обеспечивает его высокую производительность.
3.4. Мундштучное формование
Способ заключается в формовании заготовок из шихты в смеси с пластификатором путем пропускания сквозь технологическое отверстие в матрице-фильере, по форме напоминающей мундштук. Практикуется формовка способом мундштучного прессования равноплотных изделий значительной длины (прутков, труб, уголков, швеллеров и т. п.) из труднопрессуемых порошков W, Мо, Th, Be и др.
Рисунок 18. Принцип мундштучной формовки.
На рис. 18 представлен принцип мундштучной формовки, состоящий в выдавливании в пресс-форму помещенной в контейнер (2) пластифицированной шихты пуансоном (1) через отверстие матричного мундштука (3).
В настоящее время в сфере порошковой металлургии для формовки металлокерамических заготовок широко применяют способ инжекционного формования, известный также как литье под давлением. Сущность способа сходна с принципом мундштучного прессования, только в данном случае через фильеру инжектора (мундштука) в пресс-форму впрыскивается не пластифицированный порошок, а его расплав.
3.5. Шликерное формование
Шликерным способом осуществляется формовка изделий сложной конфигурации. Его сущность состоит в том, что шликер в виде насыщенной однородной суспензии из порошковой шихты и технологической жидкости заливается в пористую форму-матрицу (рис. 19).
Рисунок 19. Схема установки для шликерного формования.
В корпусе матрицы (1) размещается сердечник (2), закрепленный узлами взаимной соосной установки (3). На одном из этих закреплена подпиточная емкость (4) с контролирующим устройством, через которую промежуток между матрицей и сердечником заполняется шликерной суспензией. Поступление шликера из подпиточного узла до необходимых пределов осуществляется за счет контроля высоты между неподвижним нижним контактом (6) и выставляемом по линейке (5) подвижным верхним контактом (7), жестко связанным с поплавком поплавковой камеры (8), при превышении уровня включающим сигнализационный блок (9).
По заполнении шликером жидкость частично впитывается матрицей и окончательно удаляется путем нагревания до Т° кипения. Сформованные же заготовки подвергают сушке на открытом воздухе или в специальных сушильных шкафах.
3.6. Динамическое формование
Динамическим формованием называют процесс формовки заготовок путем приложения значительных нагрузок в импульсном режиме. В качестве этой целью могут быть использованы следующие источники энергии.
3.6.1. Механическая вибрация (рис. 20).
Рисунок 20. Схема действия установки для виброударного формования.
Под воздействием насаженных на валы электродвигателей эксцентриков (3) подпружиненная прижимными пружинами (6) подвижная опорная площадка (1) вибрирует, передавая ударные импульсы закрепленной на ней подвижной матричной пресс-форме (4) с засыпанной в нее шихтой (5), уплотняемой статичным пуансоном (2). При этом сила ударов амортизируется гидроцилиндрами (7) с подпружиненными штоками, а также закрепленными на обращенной к фундаменту поверхности опорной площадки упругими прокладками (8).
3.6.2. Сила взрыва (рис. 21).
Рисунок 21. Схема процесса формования взрывом.
При срабатывании электродетонатора (3), вставленного в специальное монтажное устройство (2), происходит взрыв заряда ВВ (1), импульс от которого через слой выполняющей функцию пресс-формы песчано-шлаковой засыпки (9) равномерно распределяется по всей площади пуансона (6), уплотняющего помещенную в матрицу(8) формуемую шихту (7) до заданных параметров, определяемых высотой установленного на подставку (4) ограничительного внутреннего стержня (5).
3.6.2. Другие способы вибрационных воздействий, включая использование энергопотенциала сжатого газа, электроразряда, магнитного поля.
Высокая частота нагрузочных импульсов обеспечивает требуемую плотность и прочность изделий. Другими достоинствами способа являются снижение показателей упругой деформации, а также экономичность ввиду минимизации расходов на технологическое оборудование.
4. СПЕКАНИЕ И ДОПОЛНИТЕЛЬНЫЕ ОПЕРАЦИИ
Финишная стадия технологическая метода ПМ – термическая обработка сформованных заготовок методом спекания с целью достижения требуемых свойств. Максимального эффекта при спекании заготовок из монометаллических порошков можно достичь при их нагревании до температуры, составляющей 72–92% Т° плавления металла. Заготовки из многокомпонентных твердых сплавов на металлокарбидной основе подвергают спеканию в температурном диапазоне, близком к Т° плавления связующего компонента. При этом, во избежание оксидации, те и другие заготовки рекомендуется помещать в защитную инертногазовую или восстановительную водородную/углеводородную газовую среду, либо в вакуумную камеру.
Спекание – одна из наиболее ответственных технологических процедур в рамках метода ПМ, в результате которой малопрочные заготовки преобразуются в исключительно прочные спеченные тела, приближающиеся по своим свойствам к аналогам, изготавливаемым методом горячего литья, а часто и превосходящими их по этой и целому ряду других функциональных характеристик. В ходе спекания из заготовки удаляются адсорбированные в них газы, возгоняются нежелательные примеси, снимаются остаточные напряжения в частицах и точках контакта между ними, устраняются оксидные пленки, происходит диффузионное преобразование поверхностного слоя, качественно преобразуется форма пор.
В завершение процесса может быть реализован ряд дополнительных отделочных операций, включая обработку резанием, калибрование, нитроцементацию, диффузионное хромирование, нанесение гальванического покрытия и пропитку готовых изделий с тем, чтобы добиться требуемой точности заданных габаритных параметров, повысить степень прочности и класс поверхностной чистоты.
Спекание осуществляют двумя способами: твердофазным (по мере нагрева заготовок не образуется жидкий расплав одного из компонентов), и жидкофазным (в ходе повышения Т° нагрева поликомпонентных заготовок наиболее легкоплавкий компонент начинает вступать в жидкое агрегатное состояние – плавиться. Весьма распространенным является также способ горячего формования, объединяющий в себе процессы прессования и спекания.
4.1. Способ твердофазного спекания
Твердофазное спекание применяют для изготовления промышленных продуктов на основе моно- или поликомпонентных систем, которые при нагревании могут вести себя по-разному в зависимости от генеза и химического состава соответствующих компонентов.
Этап твердофазного спекания сопровождается рядом сопутствующих процессов.
4.1.1. По мере повышения температуры нагрева энергетический потенциал и амплитудные колебания атомов в кристаллической решетке металлических порошковых тел заметно возрастают вплоть до непрерывной смены взаимного месторасположения, известной как диффузия. Которая, в свою очередь, может носить как поверхностный, так и общеобъемный характер (поверхностная диффузия и объемная диффузия).
4.1.2. Усадка в ходе твердофазного спекания проявляется в изменении как линейных, так и объемных параметров спекаемых тел (линейная и объемная усадка). Кинетический потенциал процесса усадки спекания возникает в результате того, что при нагреве система постоянно стремится избавиться от запаса поверхностной энергии.
4.1.3. Рекристаллизационный отжиг, сопровождаемый ростом величины зерен, проводится, в частности, при изготовлении магнитомягких материалов, которые должны иметь крупнозернистую структуру. В ходе ректристаллизации происходит значительное укрупнение зерен. Поэтому, во избежание ущерба для механических свойств получаемых изделий, режим отжига для обеспечения желаемой зернистости необходимо строго контролировать с использованием диаграмм рекристаллизации (рис. 22), показывающих зависимость размеров зерен от параметров температура/степень деформации.
Рисунок 22. Диаграмма рекристаллизации при отжиге.
4.1.4. Перенос атомов газовой средой имеет вид перехода поверхностного слоя вещества при определенных температурах в газообразное (парообразное) агрегатное состояние с его испарением с поверхности одних частиц и последующим конденсационным осаждением на поверхности других. За счет такого переноса происходит усиление межчастичных связей, что способствует требуемому изменению формы пор.
4.2. Жидкофазное спекание
При этом способе спекания происходит расплавление наиболее легкоплавкого компонента сформованной многокомпонентной порошковой заготовки – его расплав и образует жидкую фазу, смачивающую частицы нерасплавившихся твердых составляющих. Кроме того, наличие жидкой фазы способствует интенсификации диффузии и облегчению процесса взаимозамещения частиц. Недостаточная смачиваемость препятствует уплотнению. В точках контакта зерен возможно растворение твердой фазы в жидкой, что улучшает массоперенос. Существуют системы, компоненты которых:
- не являются взаиморастворимыми;
- ограниченно взаиморастворимы;
- взаиморастворимы в значительной степени.
4.3. Горячее формование
Когда формовка заготовки из многокомпонентной шихты проводится с ее нагревом до высоких температур, и Т° нагрева при этом достигает Т° плавления основного компонента, в это же время происходит спекание заготовки. Способ одновременного формования и спекания называют горячим формованием (горячим прессованием).
Важнейшие преимущества горячего формования состоят в скорейшем уплотнении получаемого данным способом готового изделия и минимизации его пористости при относительно невысоких показателях применяемого давления. Характер уплотнения при горячем формовании тот же, что и при спекании другими способами.
Готовую продукцию, полученную из подвергаемых горячему формованию заготовок, от аналогичных изделий, изготавливаемых при раздельном применении формовки и спекания выгодно отличает мелкозернистая структура, повышенный предел текучести и более высокая твердость, лучшие показатели электропроводимости и большая точность размеров.
Горячее формование осуществляют с использованием термостойких стальных, графитовых и кремниеграфитовых пресс-форм, характеризуемых высокой механической прочностью. В последние годы все более востребованными для этой цели становятся еще более функциональные пресс-формы из жаропрочных оксидных и силикатных материалов.
Пресс-формы с помещенной в них шихтой могут быть нагреты одним из способов, представленных на рис. 23:
Рисунок 23. Способы нагрева пресс-форм с шихтой при горячем формовании:
- а – способ наружного нагрева;
- б – способ электронагрева пресс-формы;
- в – способ электронагрева шихты;
- г – способ высокочастотного индукционного нагрева (1- матрица, 2 – пуансон).
Для горячего формования в современных условиях применяют многофункциональные автоматические агрегаты на основе гидравлических прессов и совмещенных с ними вакуумных камер с возможностью регулировки температурного режима (рис. 24).
Рисунок 24. Агрегат для горячего формования.
Основные узлы агрегата – это непосредственно гидропресс (1) и вакуум-камера (2), соединенная с обеспечивающим нагрев пресс-формы источником электропитания (3) посредством гибких медных токоподводов с жидкостным охлаждением (4). Включенный в состав агрегатного комплекса электрораспределительный шкаф позволяет обеспечивать функцию регулирования мощности и осуществлять управление всеми устройствами (5). Функционирование пресса осуществляется при помощи гидроагрегата (6).
Создание разреженной среды в вакуум-камере обеспечивает специальная система вакуумирования (7). Контроль параметров среды внутри камеры осуществляет система газоснабжения (8). Система жидкостного охлаждения (9) призвана остужать источник питания, стенки вакуум-камеры, гибкие токоподводы и медные башмаки.
Сам технологический процесс происходит в следующей операционной последовательности. Предварительно скомпактированные заготовки изделий из порошковой шихты помещаются в пресс-форму, заполняемую после этого создающим упруго-сжимаемую среду порошком из специального графита (рис. 25). Затем пресс-форма в сборе заключается в вакуум-камеру. В ходе горячего формования плунжеры агрегата воздействуют на пуансоны, передающие, в свою очередь, давление на заготовки через графитовый порошковый наполнитель.
Рисунок 25. Пресс-форма для горячего формования (а); схема распределения давления при прессовании (б).
Если внутри пресс-формы разместить межслойные промежуточные прокладки, произойдет увеличение производительности установки (рис. 26).
Рисунок 26. Пресс-форма для горячего формования, оснащенная промежуточной прокладкой.
4.4. Дополнительные операции
Применение дополнительных технологических операций практикуют как при необходимости обеспечить высшие классы точности и чистовой обработки поверхности готовых металлокерамических изделий (механическая обработка, калибровка), так и с целью оптимизации их химических свойств (химико-термическая обработка и различные пропитки).
4.4.1. При механической обработке (резанием, шлифованием, полированием и т.д.) возникают трудности, обусловленные пористой структурой обрабатываемого материала. Рабочие элементы инструмента (резцы, фрезы, абразивные диски) подвергаются разрушительному воздействию микроударов, вызывающих потребность в частой заточке или замене. Поэтому обработку осуществляют с применением твердосплавного инструмента и кругов из особо твердых абразивов, вплоть до корундовых и алмазных.
4.4.2. Калибрование выполняют путем продавливания спекаемых изделий сквозь имеющие необходимые сечения калибровочные отверстия в пресс-формах. Возможна калибровка как по одному, так и по ряду параметров. Благодаря калиброванию обеспечивается высокая гладкость поверхности, идеальная точность конфигурационных и размерных параметров, уменьшение пористости.
4.4.3. Химико-термическую обработку выполняют для повышения устойчивости изделий к коррозии и износу с применением методов:
- нитроцементации (цианирования) – азотно-углеродном насыщении поверхностного слоя изделий в высокотемпературном режиме для повышения их твердости и стойкости к износу;
- диффузионного хромирования – безэлектролизного насыщения поверхностного слоя металлокерамических изделий с диффузией (взаимозамещением) между атомами хрома и обрабатываемого металла, в результате чего образуется стойкое и эстетичное защитное покрытие;
- нанесения защитных гальванических покрытий методом электролиза и др.
Пористая структура металлокерамики способствует активизации термохимических процессов.
4.4.4. Пропитка жидкими металлами. В отношении некоторых металлокерамических материалов применяется дополнительная операция в виде пропитывания спекаемой термостойкой каркасной основы жидким расплавом компонента с меньшей в сравнении с каркасом Т° плавления. При этом происходит заполнение образуемым расплавом сообщающихся пор термостойкого каркаса и, как результат, обретение готовым изделием улучшенных эксплуатационных характеристик.
Обилие различных методов порошковой металлургии свидетельствует о востребованности данного способа производства промышленных изделий. Неоспоримым плюсом является возможность получения готовой продукции сложной формы с высокими показателями различных свойств. К недостаткам описываемых технологий можно отнести значительную стоимость и сложность производства.